1
Известен штамп для обработки листового материала с последовательно расположенными позицией вырубки и, по меньшей мере, одной позицией формовки, содержаш,ий подвижную и неподвижную плиты с установленными на них соответственно пуансонами и матрицей.
Однако в известном штампе отформованные полуфабрикаты остаются запрессованными в материал.
Цель изобретения - осуш,ествление перемещения в штампе отформованных полуфабрикатов, поперечное сечение которых меньше вырубленного отверстия в материале.
Это обеспечивается за счет того, что в матрице на позициях формовки и в зоне перемещения полуфабрикатов выполнена выемка, глубина которой меньше высоты полуфабриката на первой позицпп, а ширина соответствует ширине вырубленной заготовки.
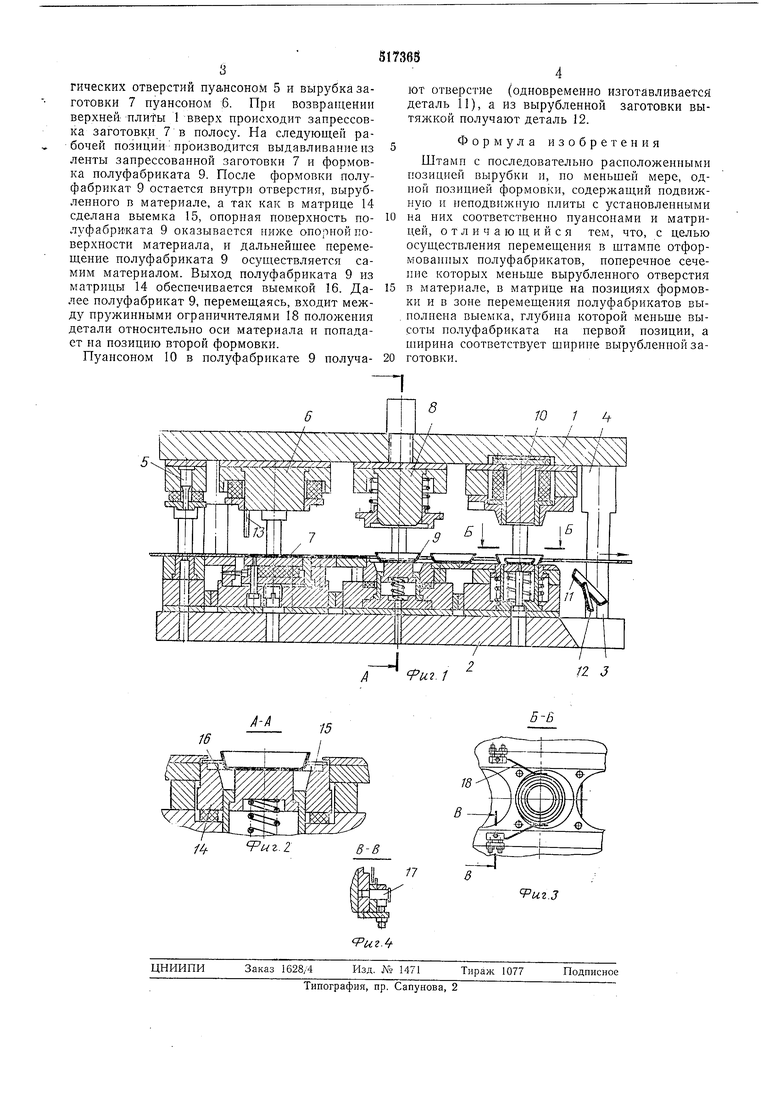
На фиг. 1 дан предлагаемый штамп, общий вид, продольный разрез (направляющие материала не показаны); на фиг. 2 - разрез по А - А на фиг. 1; на фиг. 3 - разрез по Б - Б на фиг. 1; на фиг. 4 - разрез по В - В па фиг. 3.
Штамп последовательного действия состоит из подвижной плиты 1 и неподвижной нижней плиты 2, соединенных колонками 3 с направляющими втулками 4. На верхней 1 и нижней
2 плитах закреплены пуансон 5 вырубки технологических отверстий, пуансон 6 вырубки заготовки 7 с обратной запрессовкой ее в материал, пуансон 8 формовки полуфабриката 9
и пуансон 10 вырубки и вытяжки из полуфабриката 9 деталей 11 и 12. Пуансон 6 вырубки заготовки 7 имеет подпружиненный ловитель 13 для фиксации материала по шагу. В матрице 14 на позиции первой формовки полуфабриката 9 сделана выемка 15 и по ходу движения материала в стенке матрицы 14 вырезана выемка 16 для прохода полуфабриката 9. На позиции второй формовки установлены на оси 17 регулируемые пружинные ограничители 18.
Перед началом работы штампа пеобходимо опустить верхнюю плиту 1 в положение, при котором материал свободно перемещается до упора в ловитель 13, затем подать ленту до
упора и сделать один удар прессом для получения технологического отверстия.
В дальнейшем щтамп работает следующим образом. Верхняя плита 1 опускается и одповремснно происходит подача материала, при
этом ловитель 13, попадая в технологическое
отверстие на материале и соприкасаясь с его
краем, прерывает подачу ленты, обеспечивая
точный щаг подачи ленты.
При дальнейшем ходе верхней нлиты 1 вниз
в материале производится вырубка техноло
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
| Устройство для вырубки детали из ленты и сборки ее с другой деталью | 1989 |
|
SU1697941A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
