(54) СПОСОБ КОНВЕКТИВНОЙ СУШКИ ГИПСОВЫХ И ГИПСОБЕТОННБ1Х ПАНЕЛЕЙ И БЛОКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Полимерная композиция | 1976 |
|
SU599585A1 |
| Способ сушки гипсовых и гипсобетонных изделий | 1985 |
|
SU1296802A1 |
| Способ сушки отформированных пластин свинцовых аккумуляторов | 1983 |
|
SU1139947A1 |
| Способ сушки гипсовых изделий | 1983 |
|
SU1108308A1 |
| Способ сушки сухой гипсовойшТуКАТуРКи | 1975 |
|
SU607459A1 |
| Способ конвективной сушки керамических изделий пластического формования | 1980 |
|
SU954740A1 |
| Способ сушки изделий | 1986 |
|
SU1420320A1 |
| Установка для сушки гипсовых,гипсо-цЕМЕНТНыХ и гипСОбЕТОННыХ издЕлий | 1977 |
|
SU687892A1 |
| Способ автоматического управления влаготепловой обработкой дисперсных материалов с использоваием переменного комбинированного конвективно-СВЧ энергоподвода | 2016 |
|
RU2640848C2 |
| Способ сушки отрицательных пластин свинцовых аккумуляторов | 1982 |
|
SU1044910A1 |
Изобретение относится к сушке строительных деталей, преимущественно панелей и блоков, из гипса и гипсобетона и может применяться в индустрии строительных материалов.
Известны, способы конвективной сушки гипсовых блоков путем их последовательного перемещения через зоны, имеющие различные параметры теплоносителя. Однако при применении этих способов трудно обеспечить равномерность высущивания изделия по длине и достичь хорошего качества без достаточно длительного процесса сушки.
С uevibro повышения качества и ,уменьшения длительности процесса предложен способ, в соответствии с которым в первой зоне поддерживают температуру теплоносителя t 220-250°С, влагосодержяние ct 120 - 150 г/кг с. в. и скорость V 1,5 - 2 м/с; во второй зоне t 170 -200°С, U 70 -80 г/кг с. в. и V 3,5 - 4,5 м/с, в третьей зоне t 60 -65°С, d. 60 - 65 г/кг с. в. и V 4,5 - 5,5 м/с. При этом сушку в первой и второй зонах ведут по 3 - 3,5 ч, а в третьей зоне - в течение 2 - 2,5 ч.
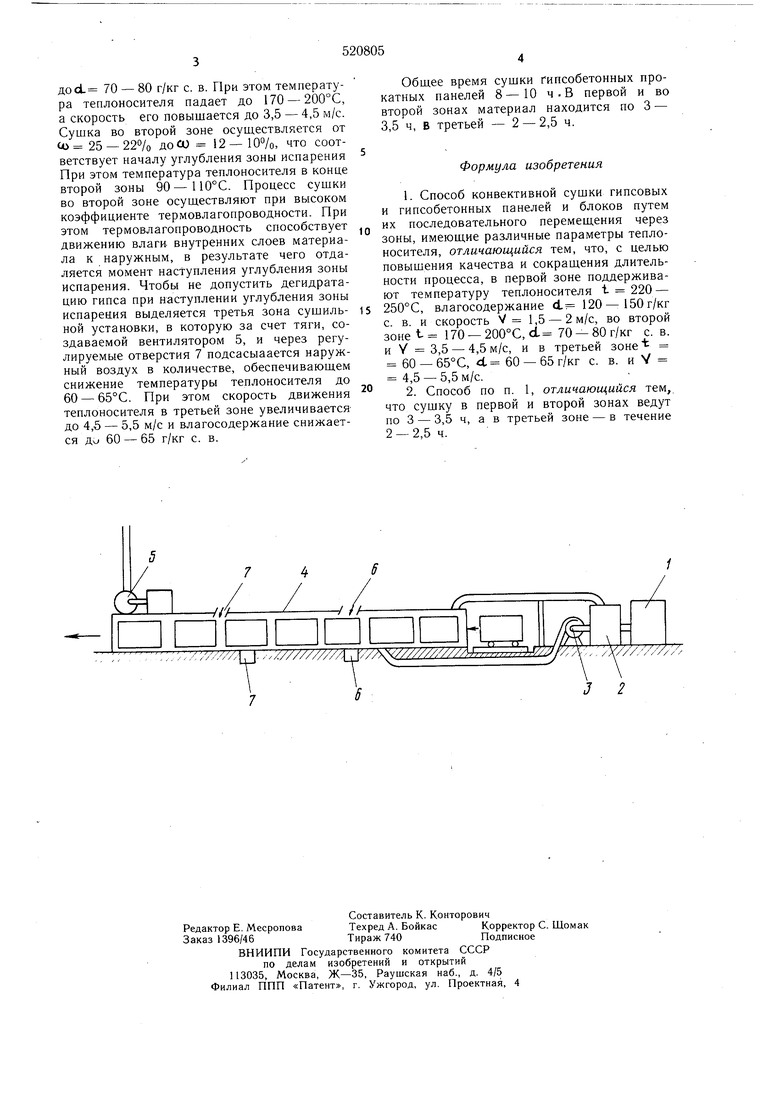
На чертеже изображена сушильная установка для осуществления предложеньшго способа.
Теплоноситель из подтопка 1 постумиег в смесительную камеру 2, где он смешивается с рециркуляционным теплоносителем чз зоны противотока. Из смесительной камеры 2 теплоноситель с температурой 220 - 250°С и влагосодержание.м 120- 150 г/кг с. в. подается вентилятором 3 в туннель 4 сушильной установки, в первую зону, где раз0деляется на два потока. Отработанный теплоноситель из первой зоны (зоны противотока) для повышения экономичности работы установки и поддержания высшего влагосодержания полностью рециркулируетси в смесительную камеру. В первой зоне теп5лоноситель движется со скоростью 1,52 м/с, где трогревается и сушится материал отсо 30 - 33% до О) 25 - 22% при низком коэффициенте термовлагопроводности. В конце первой зоны за счет тяги, создаваемой вентилятором 5, осуществляется через отверстие 6 в нижней и верхней частях туннеля 4 подсос наружного воздуха для снижения влагосодержания теплоносптеля Aod. 70 - 80 г/кг с. в. При этом температура теплоносителя падает до 170 - 200°С, а скорость его повышается до 3,5 - 4,5 м/с. Сушка во второй зоне осушествляется от со 25 - 22% доО) 12- 10о/о, что соответствует началу углубления зоны испарения При этом температура теплоносителя в конце второй зоны 90-110°С. Процесс сушки во второй зоне осуществляют при высоком коэффициенте термовлагопроводности. При этом термовлагопроводность способствует движению влаги, внутренних слоев материала к наружным, в результате чего отдаляется момент наступления углубления зоны испарения. Чтобы не допустить дегидратацию гипса при наступлении углубления зоны испареция выделяется третья зона сушильной установки, в которую за счет тяги, создаваемой вентилятором 5, и через регулируемые отверстия 7 подсасыаается наружный воздух в количестве, обеспечивающем снижение температуры теплоносителя до 60 - 65°С. При этом скорость движения теплоносителя в третьей зоне увеличивается до 4,5 - 5,5 м/с и влагосодержание снижается Дч 60 - 65 г/кг с. в. Обшее время сушки гипсобетонных прокатных панелей 8-10 ч. В первой и во второй зонах материал находится по 3 - 3,5 ч, В третьей - 2 - 2,5 ч. Формула изобретения . Способ конвективной сушки гипсовых и гипсобетонных панелей и блоков путем их последовательного перемещения через зоны, имеющие различные параметры теплоносителя, отличающийся тем, что, с целью повышения качества и сокращения длительности процесса, в первой зоне поддерживают температуру теплоносителя 1 220 - 250°С, влагосодержание 120-150г/кг с. в. и скорость V 1,5 - 2м/с, во второй 30Het- 170 -200°C,d 70 г/кг с. в. и V 3,5 - 4,5м/с, и в третьей зоне 60 -65°С, 4. 60 -65 г/кг с. в. и V 4,5 -5,5м/с. 2. Способ по п. 1, отличающийся тем, что сушку в первой и второй зонах ведут по 3 - 3,5 ч, а в третьей зоне - в течение 2 - 2,5 ч.
