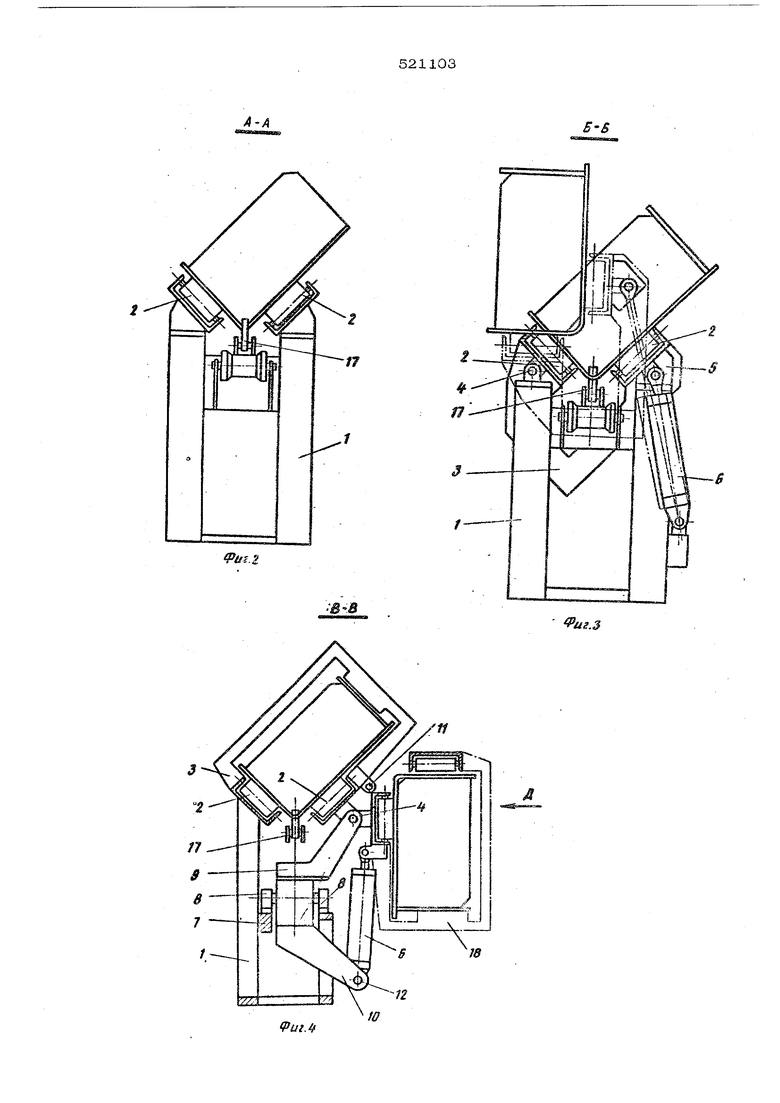
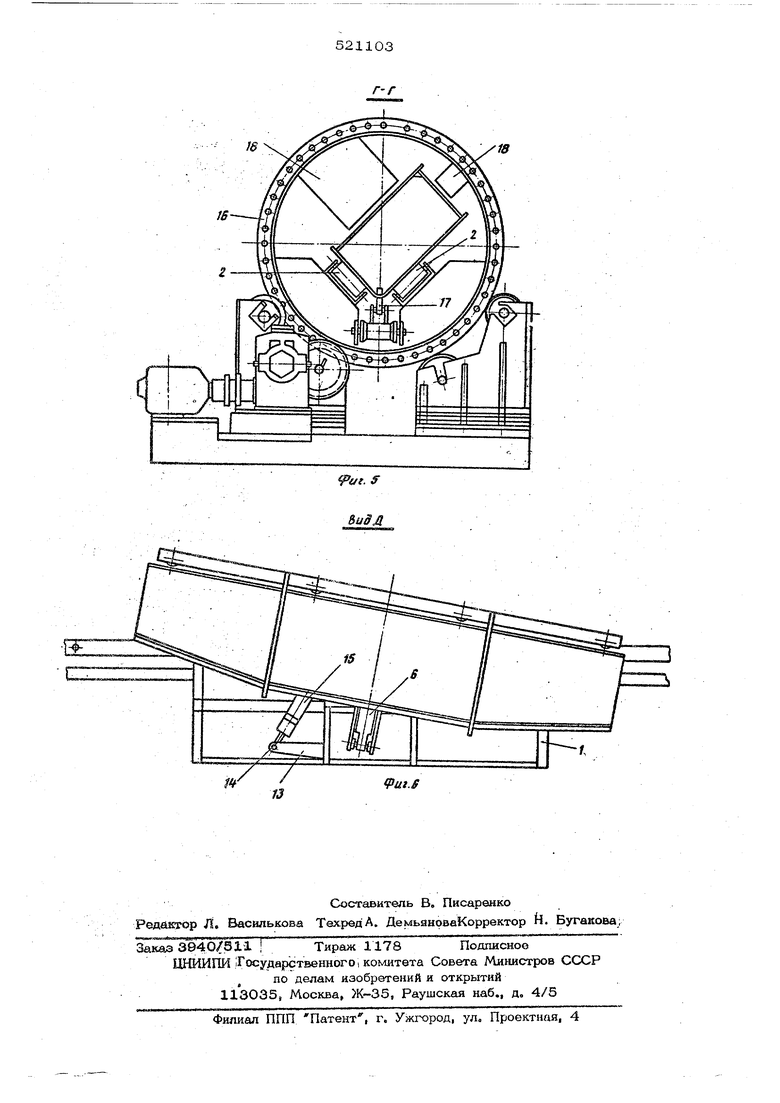
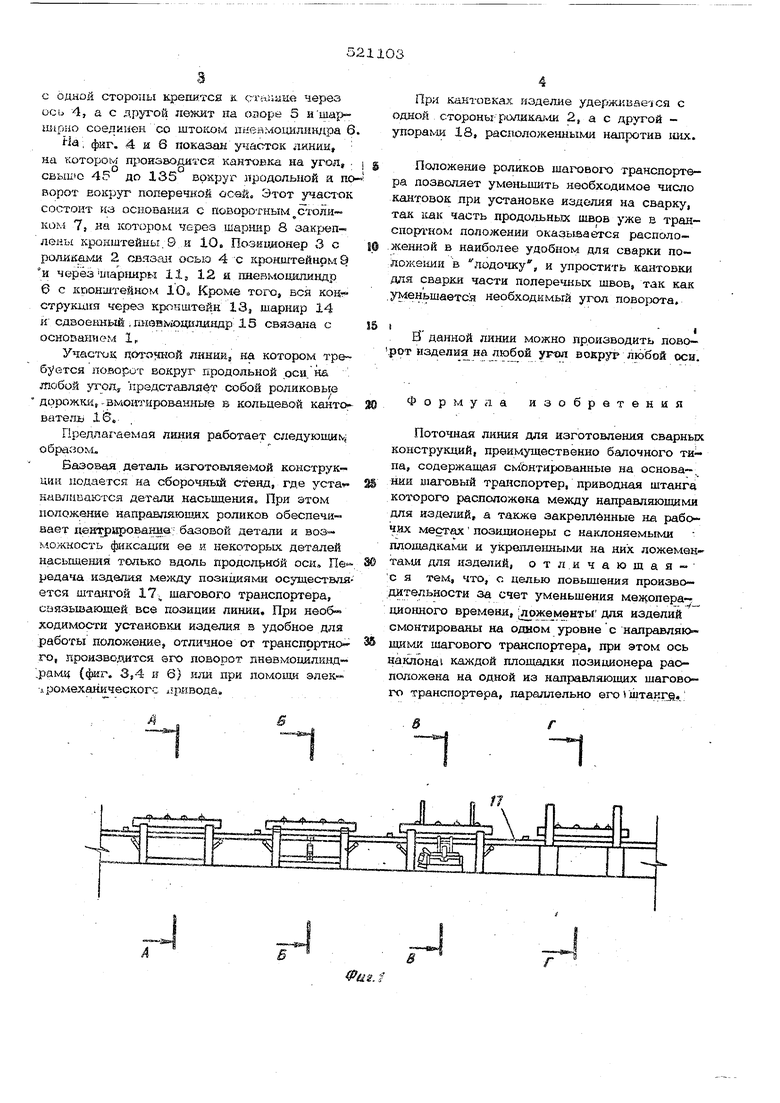
Изобретение относится к области сварки, известна поточная линия для изготовле-г шш сварных,конструкций, преимущественно :балочногв,т1ша, содержащая смонтированные на .основании, шаговый транспортер, приводная штанга которого расположена между нап равляющими для изделий, а также закретшен ные на pa6o4te местах позиционеры с как- ;л01шемыми площадками и укрепленными на них ложементами для изделий. Цель изобретения йовьшенйё произво , дительности поточной линии за счет уменьшения MejkonepaiuaoKHoro времени. Для STord В предлагаемой поточной ли|нии ложементы для изделий смонтированы на одном уровне с направляющими шагового транспортера, при этот ось наклона каждой площадки позиционера установлена на одной ка направляющих шагового транспортера, параллельно его штанге. На фиг. 1 изображена предлагаемая линия, общий вид; на флг, 2 - поперечный раз.рез по А- А на фиг, 1 на фиг. 3 - попереч,ный разрез фиг. 1, где производится кантовка изделия на .фиксированный угол до 45 вокруг продольной оси изделия; на фиг. 4 - поперечный разрез по В - Б на фи;г. 15 на фиг. 5 поперечный разрез по Г-Г на фиг, 1, где требуется производить кантовку изделия на любой угол вокруг продольной оси; на фиг. 6 - вид по стрелке Д на фиг 4, где требуется кантовка изделия на фиксироваг иый угол свыше 45 до 135 вокруг продольной оси и поворот вокруг по I перечной оси Предлагаемая поточная линия для изготовления сварных конструкций состоит на технического оборудования, содержащего ро-ликовь:® дорожки, расположенные, ыалример, I под углом 45 к горизонту, ;; На рабочих no3iiJiHHXj He требующих , например сборочкых участок линии jпредставляет собой основание i с закреп|Ленными на нем роликами 2 На ПОЗИШ1ЯХ, требующих кантоаок на фик | -чрованнь1й угол до 45 , конструкцнгг ликни ,в.ьшолнена в виде основания 1, на котором jycTaiiOBaeH позишюнер 3 с закреплен..1ыми |на нем роликам.и 2, выполняющими роль ло |жементов для изделий, причеГЛ .позиционер с одной стороны кренится л отаиаке через ось 4, а с другой лежит на опоре 5 ишарШ1рно соелииен со штоком днеамощшиндра 6 На, фйг. 4 и 6 показан участок лйнии, на котором производится на угол, . свыше 45 до 135 вокруг лродолыюй а по ворот вокруг поперечной осей. Этот участ-ок состоит из осиова щл с поворотным с-голиком 7 на icoTiJpoM через шарнир 8 закреплены кронштейны. S и 10. По-зйционер 3с роликами 2 связал осью 4 С кронштейнрм 9 °и черезuiapiwpbi 11, 12 и пневмошшиндр 6 с кронштейном 10 Кроме xoroj вся кокт струкш1я через кронштейн 13, шар1вдр 14 И сдвоеьшьгй , пнав йэцнлшадр 15 связана с основанием 1, . Участок д{У1-о ой линий, на котором требуется поворот вокруг гфодольной рои на любой утоя, представляет собой роликовые дррожш с-вмошнрованные s кольцевой кантователь 16 , Предлагаемая лнння работает cjieAyroiuHNi образом. Базовая деталь изготовляемой конструкции подаетск на сборочный стенд, где уста навливаются детали насыщенияв При атом положекие направляющих роликов обеспечивает цеаггрйрование: базовой детали и возможность фиксаддй ее и некоторых деталей насыщения только вдоль продол| нбй оси, Пе редача изделия между позиция1уи1 осу1цес1-вля ется штангой 17, шагового транспортера, связывающей все позиции линии При необ ХОДИМОСТИ установки изделия в удобное для работы положение I отличное от транспрртного, производится его поворот дневмоцилидц,рамч {4жг. 3,4 и 6) шш при яомо,щк элек- л ромеханическогс лривода. При кантоЕках изделие удержлвае-юя с одной , стороны-ролйкш.1и 2, а с другой упора ш 18, расположенными напротив Ш1х. Положение роликов шагового транспортера позволяет уменьшить необходимое число кантовок при установке изделия на сварку, так пак часть продольных швов уже в транCHopiHOM положении окааьщается расположенной в наиболее удобном для сварки положении в лодочку, и упростить кантовки для сварки части поперечных швов, так как ут еньшается необходимый угол поворота. В данной линии можно производить поворот нзделия на любой yptm вокруг любой оси. Формула изобретения Поточная линия для изготовления сварных конструкций, преимущественно балочного типа, содержащая смЬнтированные на основа-, НИИ шаговый транспортер, приводная штанга кот, расположена между направляющими для изделий, а также закреплённые на рабочих местах позщщонеры с наклоняемыми плошадка1ли и укрвш1е1-шыми на них ложементами для изделий, отл.ичаюшая с я тем, что, с целью повьшхения производительности за счет уменьшения межолера ционного времени, ложементы для изделий смонтированы на одном уровне с направляющими шагового транспортера, при этом ось наклона I каждой площадки позиционера расположена на одной из направляюшйх шагового транспортера, параллельно его t штангой.
1
1
ЛА
Б-S
ш.ч
:в-:в
иг.З
ipui.if
18
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для изготовления сварных конструкций | 1977 |
|
SU694339A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |