(54) УСТРОЙСТВО ДЛЯ ЛДЙАЛЫЮЙ ИГТА/ ПОВКИ ПОКОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1986 |
|
SU1382573A1 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1972 |
|
SU498783A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Шмамп для радиальной штамповки | 1972 |
|
SU565766A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
i
Изобретение о-..сится к обработке ме- i ;i,i/iOB лаьлеиием и может найти применение при штамповке заготозок постоянного и переменногО по длине «г.ечения с шэямо™ пинейной сх:;ыо, в частности, в иfютpy гeк- тальной ттромы тленности тргг. юпучении, на- upsfMGp,, загс-гаьок мегчикоЕ и разверток.
Известно устройство для радиальной шта поаки поковок, содержащее нижшою плиту со смонтированным на ней корпусе м, ос« новные бойки, смоктирОБгзннью в корпусе с во-г-лмонелсстьк перемещения в радиальном н апр авлепки f 3. J.
указанная конструкция uiTaivma имеет огра сличенные возмсгкиости применения ее в инструментальной промышлех-шости.
Ипавная регулировка радиального перемещения бойков достигается только за счет
приманения подкладок, что также отрида- аельно сказывается на точности поковки,
Цепью изобретения является повьпаекие точности штамповки и повышение производительности работ.
Это достигается тем, что устройство снабжено ;зох;;.сл;генкыкет в корпусе к соос- ныт%ет с ним двумя сбоймак«1. имеющими с внутрекней стороны си лметрично распопо жешш:е по образующим скво5:1ы:е пааы, ч клиновыми механизмами, ра.з:,:-ещек11ыма в ynoMSiiyxbix пазах, а также закрепленной на низклек плите и смонтированной обойм дкпилдрической стойкой, вьшопнен- пой с радиальными пазами на обоих торцах, и дополнительными бойками. При этом ocjiomfMe и дополнительные бойки разме- щ,егты в соответствующих пазах цилиндрической стойки с возможностью взаимодействия с клиновыми механизмами, а корпус подпружинен относительно нижней плиты.
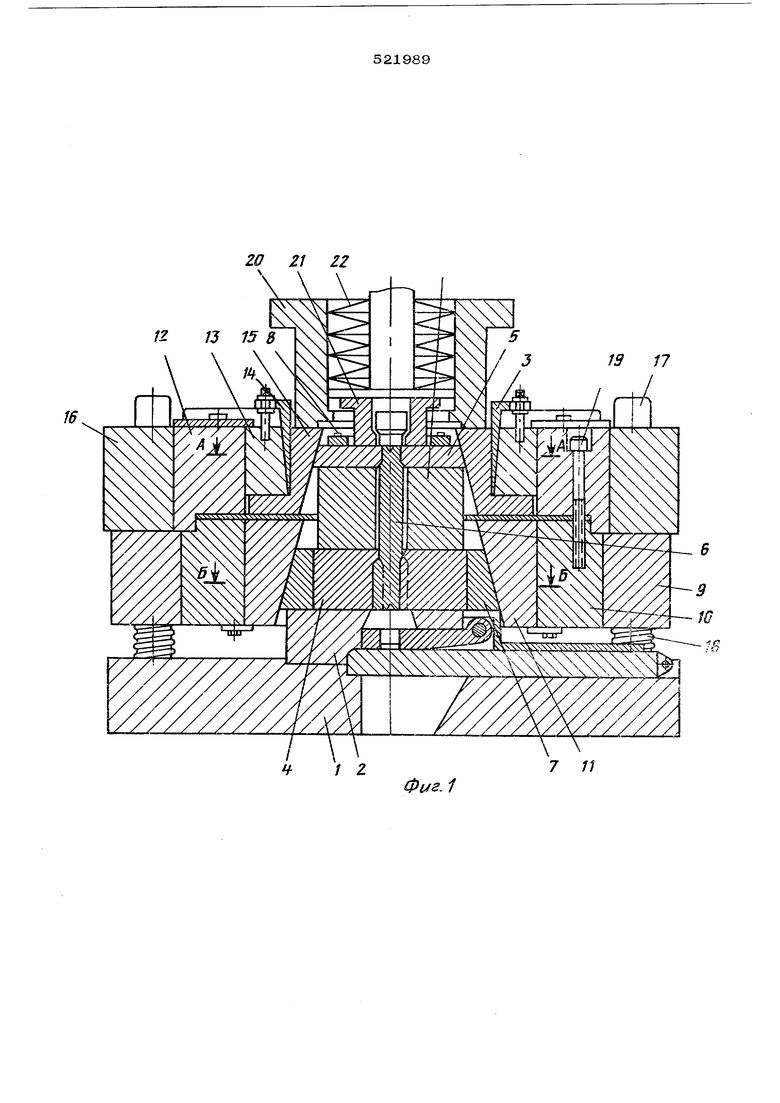
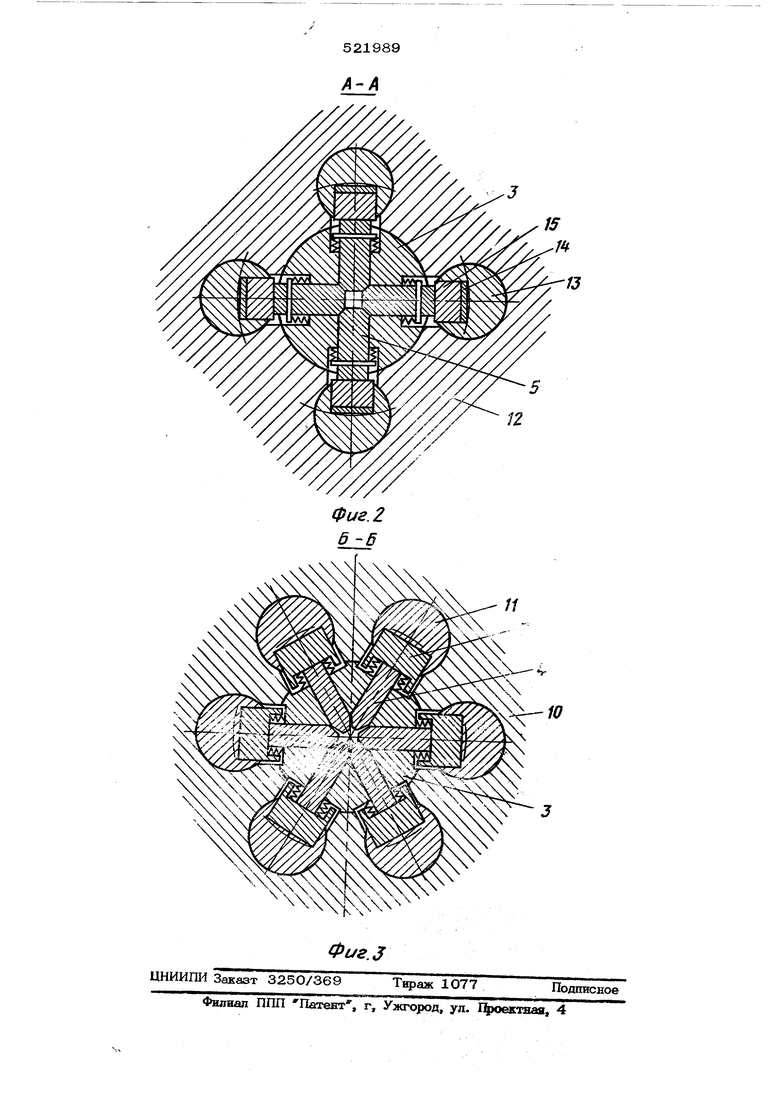
На ФЕСГ. 1 показан штамп, вертикальный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрег по Б-Б на фиг. 1.
Предлагаемый шта.мп состоит из вижчей 1 и опорной 2 плит. К опорноЭ плите
, прикреплена цилиндрическая стойка 3 с радиальными лазями на обоих торцах, в liOTOpbie установлены основные 4 и допоп.и;:гог ь.ные 5 бойки. Профиль бойков соот- кдтствует заданным по форл/:е профильным -хасткам заготовки 6.
Основные бойки 4 завреппены на бой кодержателях 7. На верхнем торце цилиндрической стойки 3 укреплено валравляюиее кольцо S. Корпус 9 запрессован на Юс отверстиями, имеющую с внух уггшей стороны симметрично расположенные по образующим сквозные пазы, в которые вставлены клинья 11.
Обойма 12 с отверстиями и пазами, в которые вставлены клиновые механизмы, состоятяие из вставок 13 и клиньев 14, слу жаш.гх для регулировки дополнительных бой- коБ 5 и верхних клиньев 15, запрессована з KOL njC 16. В корпусе 16 закреплены втулл.,, KoropbiG перемещаются по направляю-
- кологкам 17, закрепленным в нижнюю . 1. На коионке 17 надеты пружины 18 .1о,,, 9 и 16 подпружинены относительно нижней плиты 1. Обойма 10 соединена с 12 винтами 19. Верхняя часть штампа состоит из стакана 20, прижима 21 и тарельчатых пружин 22.
Штамп работает следующим образом.
При ходе ползуна пресса и стакана 2 О чиз прияшм 21 под действием тарельчатых пружин 22 плавно прижимает бойки 5 к нижним поверхностям лазов цилиндрической
ОХОЁКП 3.
При дальнейшем движении ползуна вниз стакан 2 О давит на обойму 12 и клинья 15 О; новременно при помощи клиньев 11 и вер- jG:-ix. клиньев 15 основные бойкй 4 и допол-
нительные бойки 5 совершают движение перпендикулярно к оси заготовки. Продолжая движение, бойки 4 и 5 начинают деформировать участки заготовки 6.
При движении полона пресса (и стакана 20) вверх обоймы 10 и 12 (одновренно с KOpJiycaMK 9016) под действием пружишл 18 лодннмаются, а основные 4 и дополкитеп ные 5 бойки принимают исходное положение.
Формула изобретения
Устройство для радиальной штамповки поковок, содержащее нижнюю плиту со смоктированаым на ней корпусом, основные бойки, смонтированные в корпусе с возможностью перемещения в радиальном направлении а также подпружиненный выталкиватель, отличающееся тем, что, с целью повышения точности штамповки и повышения производительности работ, оно снабжено зазфепленными в корпусе и соосными с ним двумя обоймами, имеющими с внутренней r стороны симметрично расположенные по образующим сквозные пазы, и КЛЕНОВЫМИ механизмами, размещенными в упомянутых пазах, а также закрепленной на нижней плите и смонтированной внутри обойм цилиндрической стойкой, выполненной с радиальными пазами на обоих торцах, и дополнительными бойками, при этом основные и дополнительные бойки размещены в соответствующих пазах ципинщзической стойки с возможностью взаимодействия с клиновыми механизмами, а корпус подпружинен относительно нижней плиты.
Источники информации, принятые во внимание при экспертизе:
J6.
