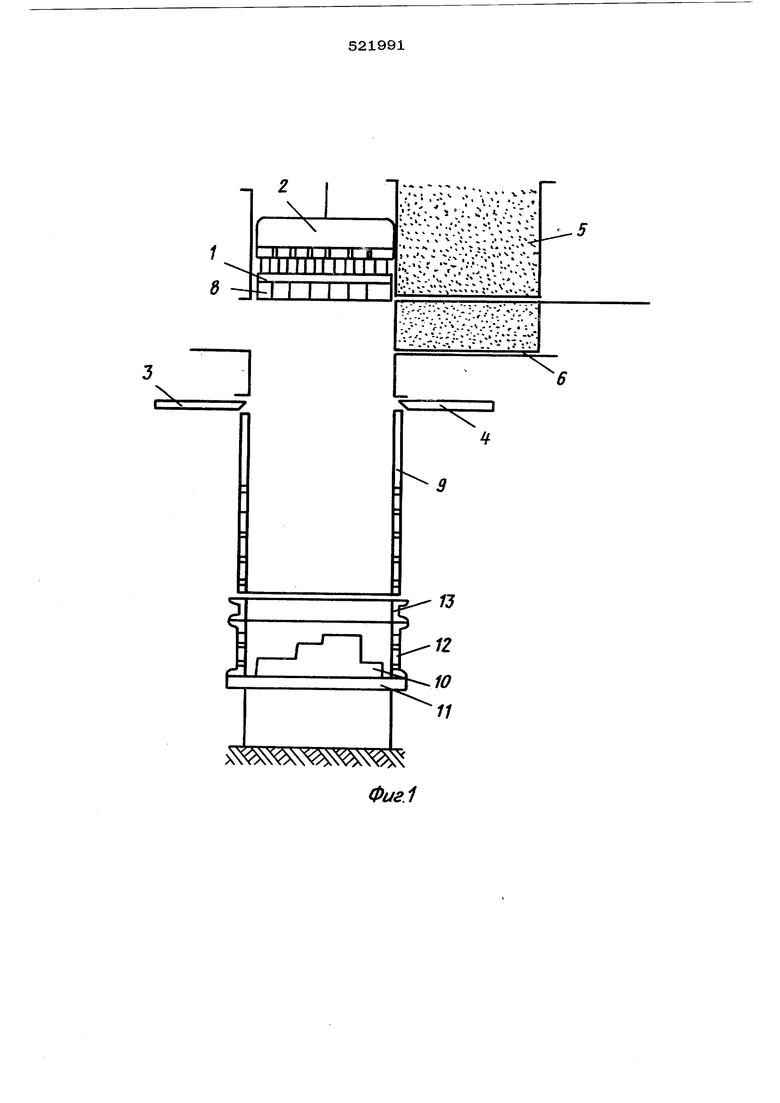
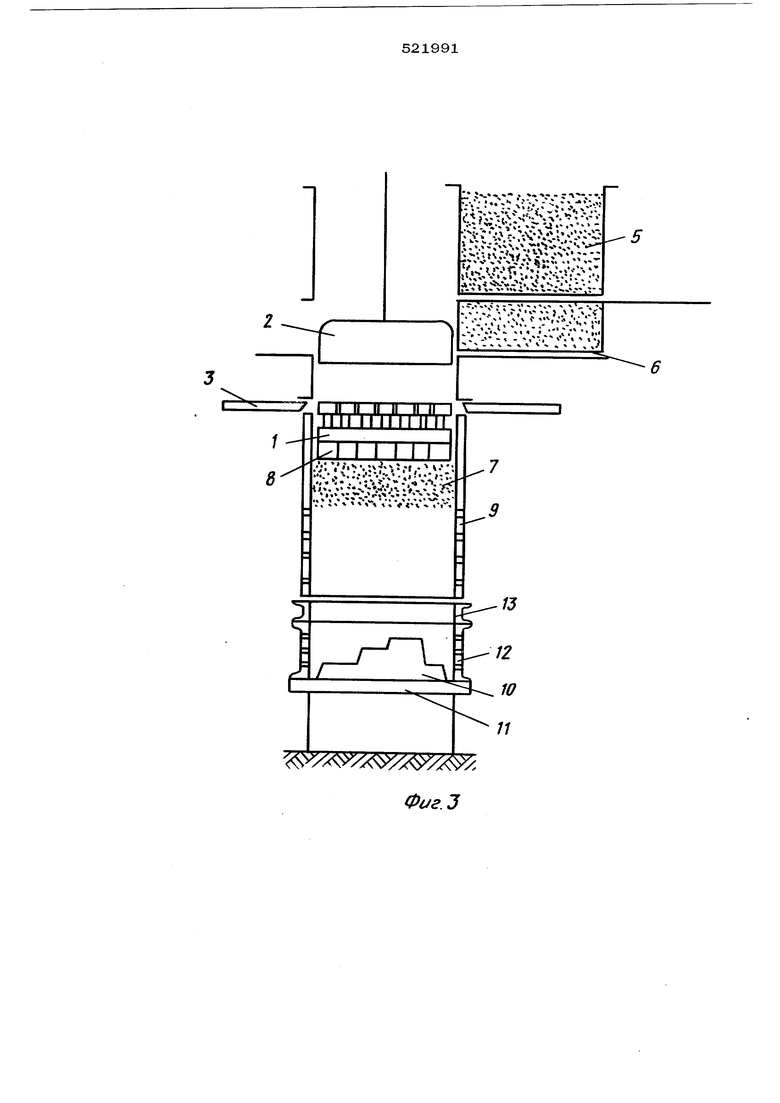
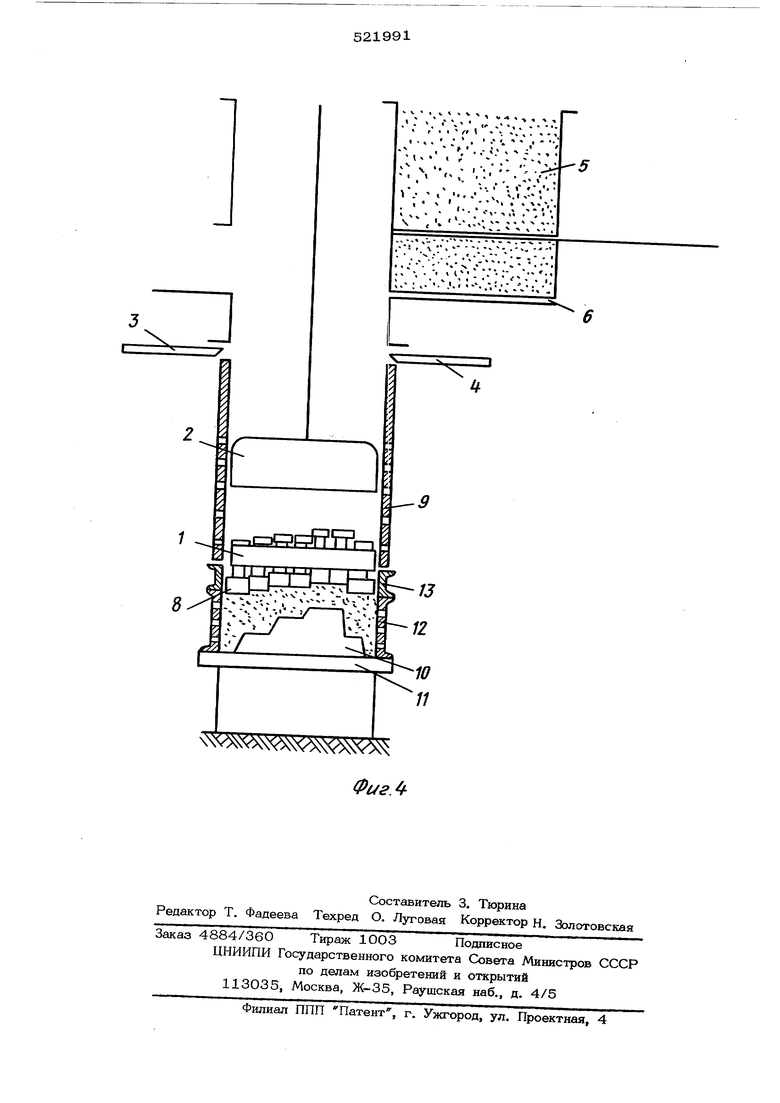
го порция смеси и прессовая плита 1 под действием сипы тяжести разгоняются в вентилируемой шахте 9. Во время свободного падеиня смесь 7 и прессовая плита 1 пробретают кинетическую энергию, которая при встрече смеси с моделью 1О, подмодел вой плитой 11, стенками опокн 12 и стенками ааполнительной рамки 13, за вычетом потерь, превращается в работу уплотнения
смеси. Уплотнение формы происходит за
счет действия сил инерции смеси и прессовой плиты 1.
Получение требуемой плотности формы может быть достигнуто установкой шиберов 3 и 4 иа разной высоте по отношению к подмодельной плите 11 и выбором массы прессовой плиты 1. Так, например, при изготовлении форм из песчаио-глинистой смеси прочностью в сыром состоянии 0,4О7кгс/см для получения поверхностной твердости по всему объему формы не ниже 85 ёд. по твердомеру, в опоках 12 высотой до 300 мм, при высоте моделей 10 до 23О мм необходимо произвести разгоны порции смеси 7 и прессовой плиты 1 до скорости 4-5 м/сек (высота падения порции смеси 1,О-1,5 м). Массу колодок 8
прессовой плиты 1 следует выбирать, исходя из статического давления 0,12-0,15 кгс/см.
Формула изобретения
Способ изготовления форм, преимущественно литейных, при котором дозу смеси располагают на заданном расстоянии от подмодельной плиты, осуществляют ее сво бодное падение в опоку и производят в рхнюю подпрессовку смеси 1фессовой плитой, отличающийся тем что с целью повышения производительности и обеспечения равномершюти расцределения пло вости смеси в форме, до осуществлеиия свободного падения смеси над ней устанавливают прессовую плиту.
Источиики информации, принятые во внимание при экспертизе:
1. Патеит Японии № 19522, класс 11А232, серия № 2, сборник № 2515, апубпл 1969 г.
2. Изготовление литейных форм методом прессования под высоким удельным давлением, ГОСНИТИ, М., 1962 г., стр. 26-27.
H;:-M/.:fe7
- . . . ,.
-х V VХ-:-/..
.. .. .. J. Л ...
П11IIII11111
б -J I I I I L
V. -1г- - , J .
Фиг.1
i
ГI I ГТ I
. : . - (;., /..:.... :..л .
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ отверждения литейных форм | 1978 |
|
SU801970A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Устройство для изготовления облицованных жидкоподвижной смесью литейных форм | 1980 |
|
SU900940A1 |
| Модельная оснастка для изготовления литейных полуформ методом последовательного прессования | 1976 |
|
SU1087246A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
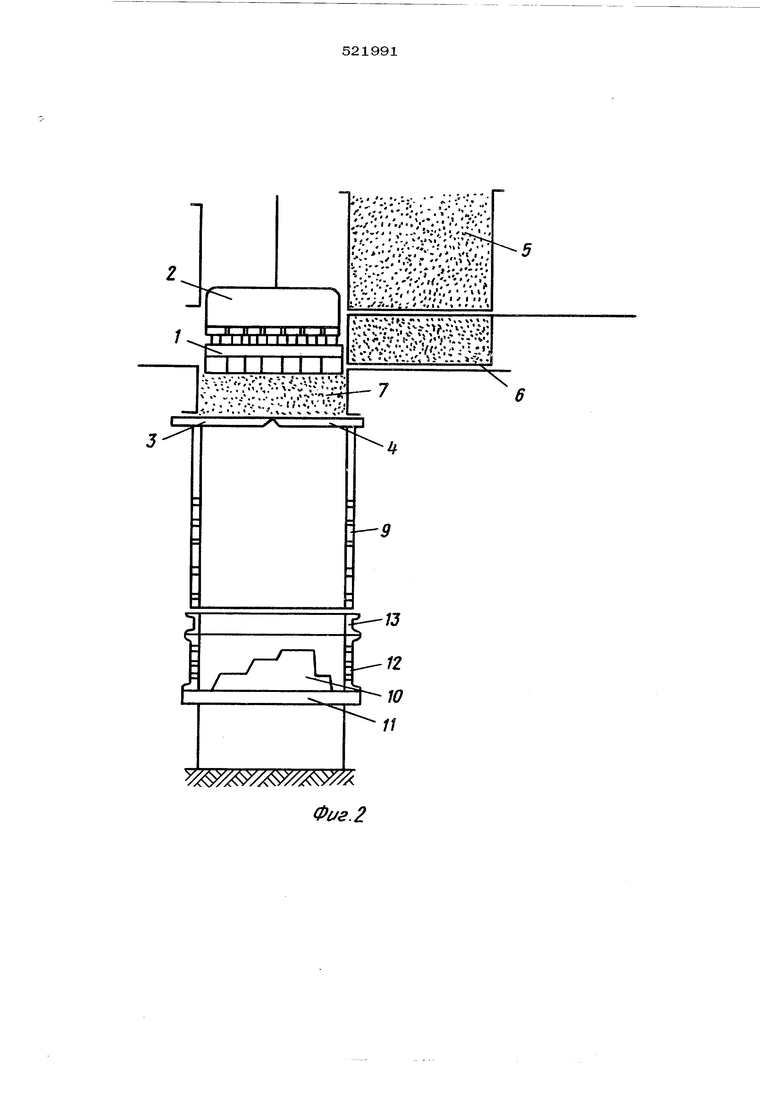
0i/a.2
.
Фиг.Э
.
