Изобретение относится к литейному производству,,в частности к модельной оснастке для формовочных машин.
Известна модельная оснастка для изготовления полуформ методом последовательного прессования, содержащая корпус, подмодельную плиту с моделью размещенные в корпусе, привод для вертикального перемещения подмодбльной плиты и протяжную плиту,расположенную над подмодельной плитой
Пз.
Однако при ггомощи известной модельной оснастки нельзя изготовить литейную полуформу с выступом методом последовательного прессования.
Цель изобретения - получение возможности изготовления полуформ свыступом.
Цель достигается тем, что модельная оснастка снабжена пуансоном, установленным соосно с моделью и жестко связанным с протяжной плитой.
На чертеже изображена предложенная оснастка.
Модельная оснастка содержит корпус 1, подмодельную плиту 2 с моделью 3, размещенные в корпусе 1, привод (не показан) для вертикального перемещения подмодельной плиты 2, протяжную плиту 4 и пуансон 5.
На подмодельной плите 2 укреплены опоры 6, а на корпусе 1 - сферические опоры 7 для первоначальной установки подмодельной плиты 2. В корпусе 1 выполнено окно 8 для контроля положения подмодельной плиты 2. Пуансон 5 связан с протяжной плитой 4 при
помощи болта 9.
В процессе работы модельную оснастку устанавливают на формовочную машину (не показана). Опоку (не показана), расположенную на плите 4, заполняют формовочной смесью. Затем на позиции уплотнения (не показано ) производится перемегтение модельной оснастки в направлении прессовой колодки (не показана/ - предварительное прессование, по окончании которого приводом для вертикального перемещения подмодельной плиты производят внедрение модели 3 в формовочную смесь, заполняющую опоку. Далее при движении прессового привода (не показан ) формовочной машины по направлению к прессовой колодке осуществляют прессование смеси протяжной плитой 4 и пуансоном 5.
По окончании указанных операций модельная оснастка опускается в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литейных полуформ методом последовательного прессования | 1976 |
|
SU1087248A1 |
| Формовочная машина | 1975 |
|
SU569371A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Машина для изготовления литейных форм | 1979 |
|
SU864661A1 |
| Способ изготовления литейных форм | 1978 |
|
SU1234039A1 |
МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ПОЛУФОРМ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО ПРЕССОВАНИЯ, содержащая корпус, подмодельную плиту с моделью, размещенные в корпусе, привод для вертикального перемещения подмодельной плиты и протяжную плиту, расположенную над подмодельной плитой, отличающа яся тем, что, с целью получения возможности изготовления полуформ с выступом, она снабжена пуансоном, установленным соосно с моделью и жестко связанным с протяжной плитой. S (Л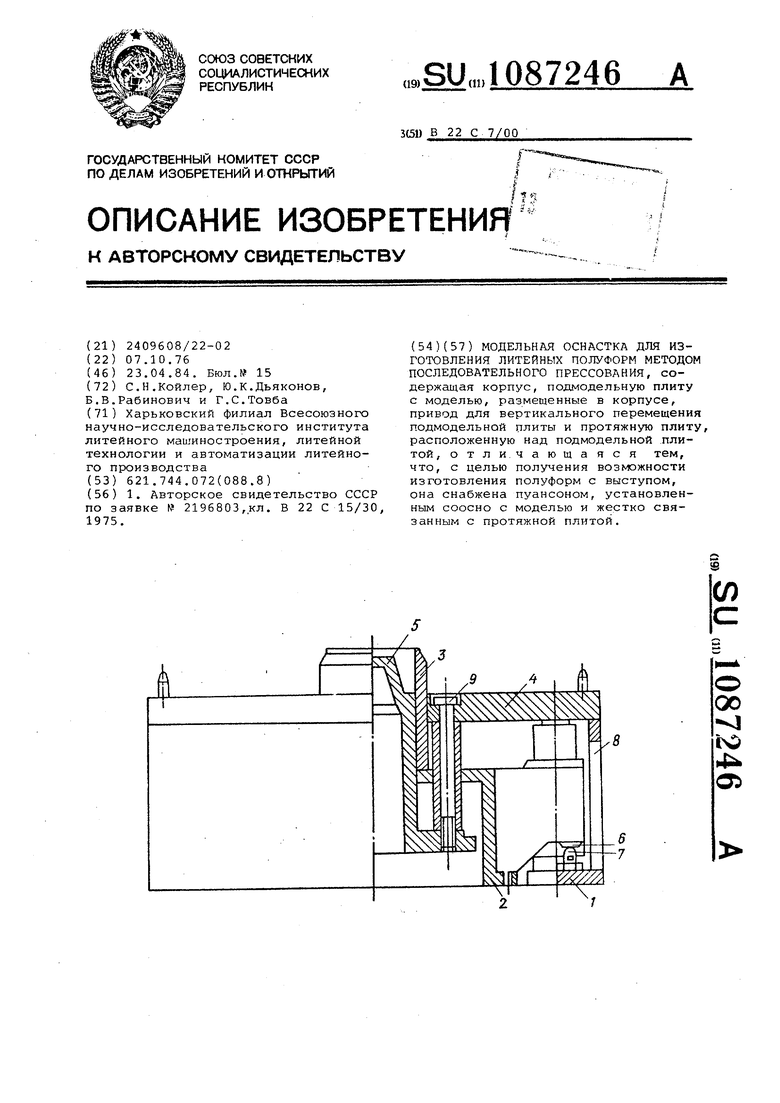
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ УДАЛЕНИЯ КИСЛЫХ СОЕДИНЕНИЙ ИЗ УГЛЕВОДОРОДНОГО ПОТОКА | 1998 |
|
RU2196803C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
