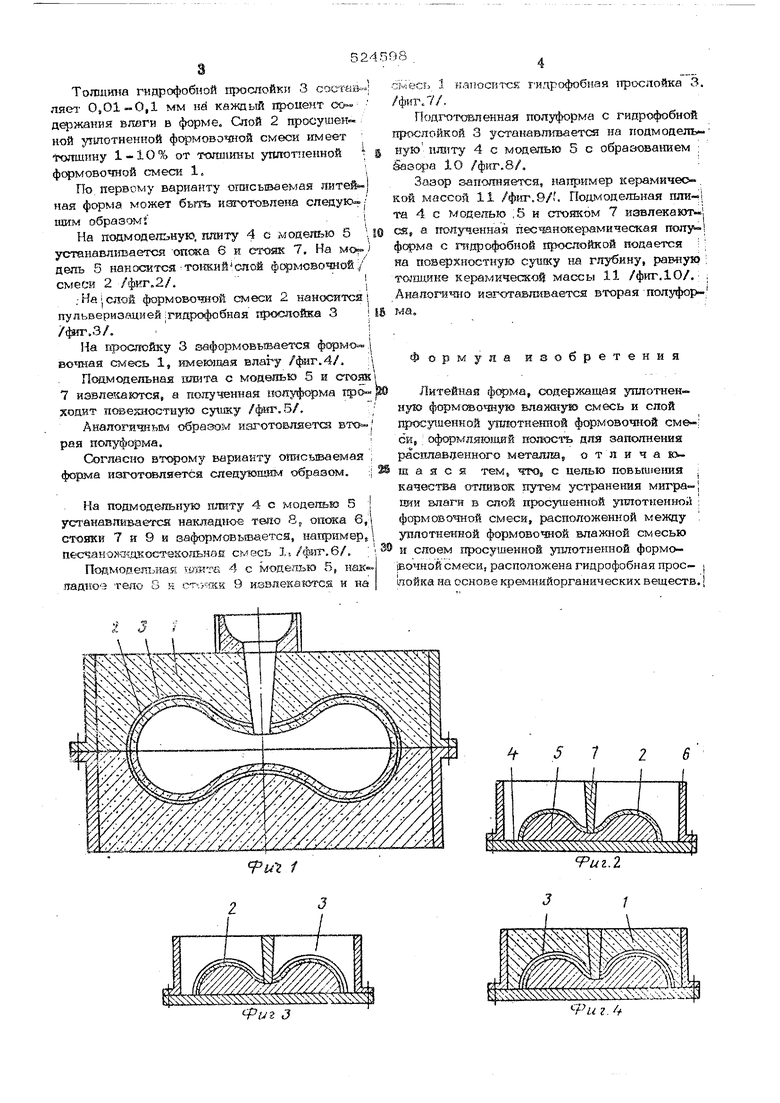
Изобретение относится к литейному 1фоизводству, в частности, к литейным формам. Известна литейная ферма, содержащая yi лотненную форлювочную смесь, имеющую влагу, и слой прссушенной уплотненной фс моБочной смеси, офоркшяюший полость для за-. полнения расплавленного металла. Необходимая глубина подсуижи, при условии заливки непосредственно после окончания подсушки, определяется глубиной прогрева формы до начала парообразования за время затвердевания корки металла критической толщины /2-2,5 мм/ и составляет несколько миллиметров. Однако время от окончания подсушки до заливки часто исчиоляется от нескольких минут до олысих часов. За это время влага из сьфьос слоев мигрирует в просушенную часть , что в конечном итоге приводит к : образованию газовых пфоков в отливках. Для того, чтобы влага при простое формы не успевала проникать в высушенную часть, ферму просушивают на большую глуби ну по сравнению с теоретически необходи|мой, что требует значительных материальных затрат. Предлагаемая литейная форма отличается от известной тем, что она снабжена .гидрофобной щ ослойкой на основе кремнийоргаю ческих веществ, расположенной между |yroioiN ненной формовочной влажной смерью и cno-j €(м просушенной уплотненной формовочюй На фиг. 1 изображена предлагаемая , тейная форма, в разрезе; на фиг. 2-5 - схема первого варианта изготовления литейной формы; на фиг. 6 -10 - схема второго варианта изготовления литейной . ; Литейная форма уплотненную формовочную смесь 1, имеющую влагу, «слой 2 просушенной уплотненной формовочнсЛ .смеси и гидрофобную тфослойку 3 на сенове крсмнкйорганических веществ, нащэнмер метилсяликанат натрия, полиэтигидроксил- эксановых жидкостей, дихлоршшлопропана, , низкомолекулярных силоксановых полимеров j ;или их других кремнийорганических гидро f фобных материалов.
Толщшш гидрофобной прослойки 3 cocraiK-l ляет OjOl-O, мм на каждый процент оо держания впеги в форме. Слой 2 просушенной уплотненной фсфмовочной смеси invjeex 1чзлшнну 1 -10 % от тотнины уплотненной 5 формовочной смеси 1,1
По, первому варианту опнсьюаемая литей -} пая форма может быть изготовлена спедук | щим образом ,
На подмодельную. плиту 4 с моделью 5 I© устанавл1шается ОПОка 6 и CTOSSK 7. На мо) депь 5 наносжтся то1жийсяой фс мово шой:/ смеси 2 /фюг.2/.
.НаСЛОЙ формовочной смеси 2 наносится пульверизацией;гидрофобная тфослойка 3 IS
/491Г.З/..I
На прослойку 3 ваформовьшается формо™ ,1 вечная смесь 1, имеЮ1дая влагу /фиг.4/.
Поом сдельная шшта с моделью 5 и стояк 7 извлекаются, а подученная попуформа тфо- ходит повехностнукз сугику /фиг. 5/.
Аналогичным образом иагото&ляет з вто«: рая попуформа.
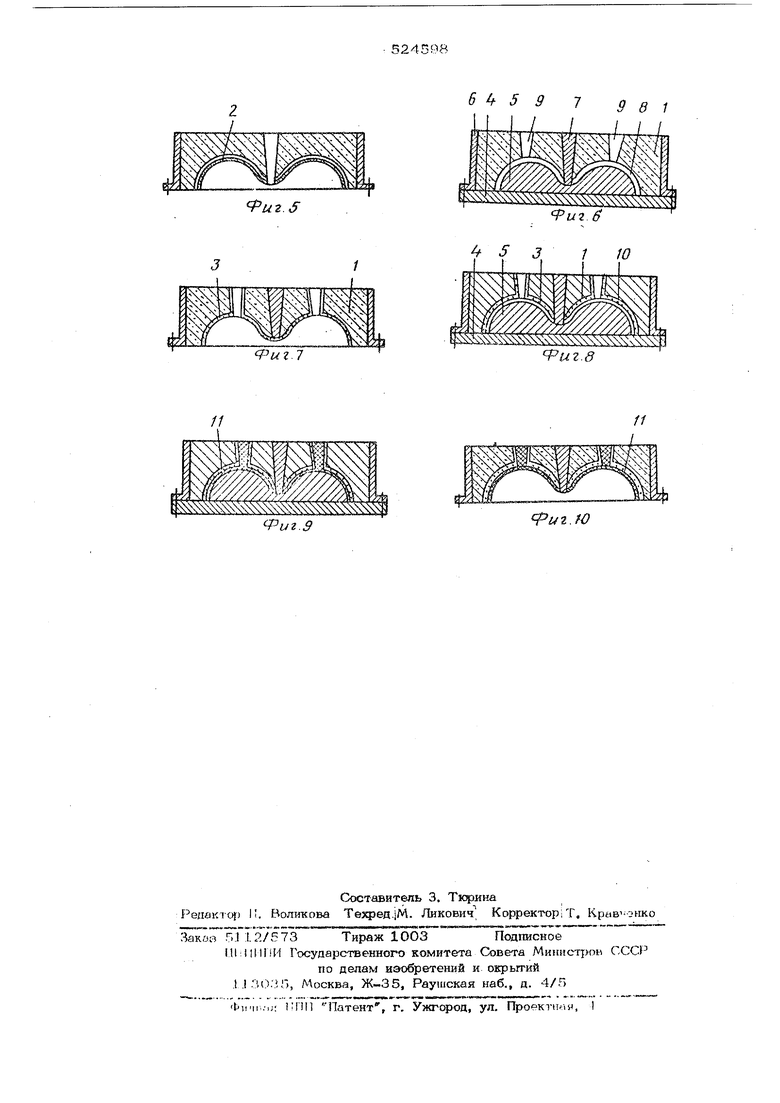
Согласно варианту описьшаемая ; форма иагч т жляетсй следующим образом, ;|
На подмодеяьную плиту 4 с моделью 5 устанавпиваетсй накладное теяо Q, опока 6,1 СТОЯКЕ 7 и 9 и еаформовьйвается, например песчанош дкостакодьноЕ смесь J., /фит.6/. ;
Пор.мойел1 наЕ тшнте 4 с моде-пью 5, нвк ладное теяо 8 к . 9 извлекакугсй и на
смесь I капосвтсЕ Гидрофобная фослойка 3. /фиг. 7/.
Подготовленная полуформа с гидрофобной прослойкой 3 устанавливается на подмодель- ную плиту 4 с моделью 5 с образованием : Sasofia 1О /фиг.8/.
Зазор заполняется, например керамичео. кой массой 11 /фиг.9/, Поцмодепьная плита 4 с Kfoae/ibro :5 и стояком 7 извлекаютьСи, а пойученная п танокерамическая полу форма с п дрофобной гфослойкой подается ; на поверхностную суижу на глубину, равную : тапдике керамической массы 11 /фиг.10/, ; Анапогич1ю иаг-отавгошается вторая-полуфор ма.
Формула изобретения
Литейная фqpмa, содержащая уплотнен ную формовочную влайшую смесь и слой просз шенной чшотненной формовочной cHj ; oфop vfляю дий полость дяя заполнения расплавленного металла о т л и ч а ющ а я с я тем, «wo, с целью повьш ения ; качества о-тяиаок путем устранения мигра | аия влаги в слой прсюушенной уплотненной : формовочной смеси, расположенной между уплотненной формовочной влажной смесью и слоем просушенной уплотненной формо- 1Бочнойсмеси, расположена гидрофобная прос- j иойка на основе кремнийорганических веществ.
1
иг 3
-Ри г. //
U2.S
игЛ
9 в 1
.в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностной подсушки литейной формы | 1976 |
|
SU565773A1 |
| Способ изготовления литейных форм | 1987 |
|
SU1553239A1 |
| Способ изготовления литейной формы | 1980 |
|
SU910312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| Способ получения двухслойных литейных форм | 1983 |
|
SU1156817A1 |
| Способ получения литникового канала в форме | 1975 |
|
SU522895A1 |
| Комплексно-механизированная линия для изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU1004004A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Установка для изготовления форм | 1976 |
|
SU589064A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1996 |
|
RU2172656C2 |
11
иг.Ю
