находящихся в обработке примерно равно количеству совмещений каждого радиального паза 2 со спиральной рабочей канавкой 8.
Первоначальная загрузка устройства шариками производится следующим образом.
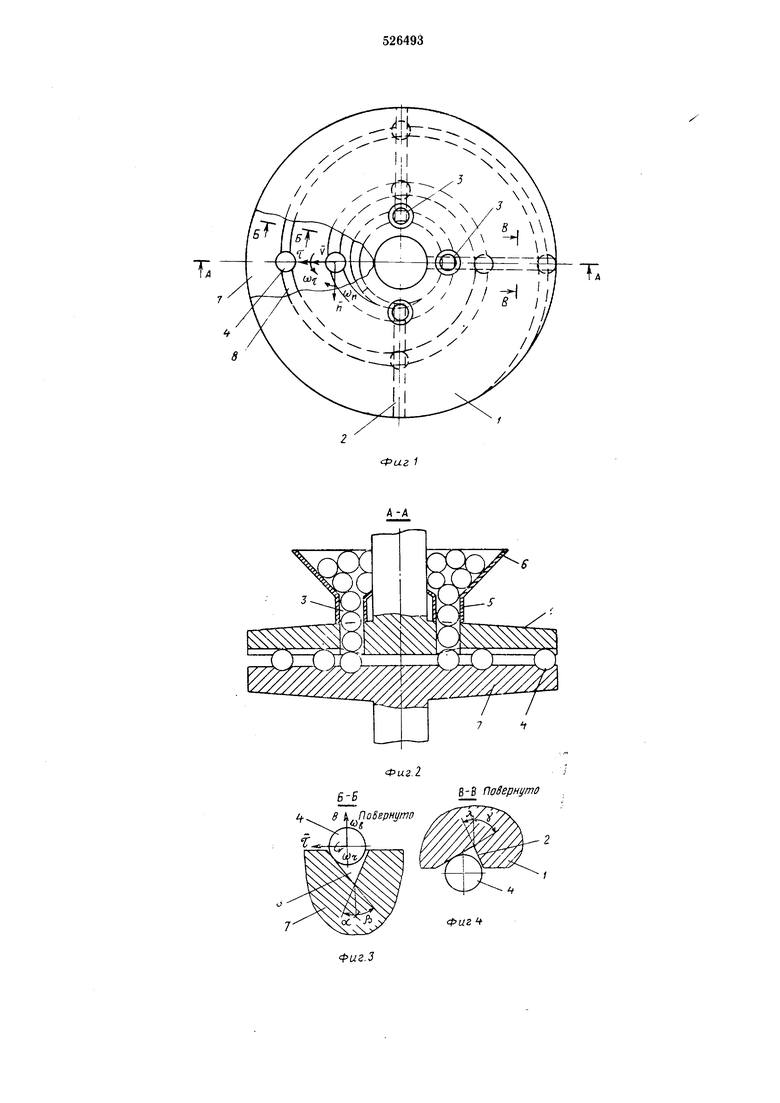
Рабочий диск 1 приподнимается на высоту 1, 3 ftp и фиксируется, где hp - расстояние между торцами дисков 1 и 7 в рабочем режиме с диаметром обрабатываемых шариков, равным загружаемым (см. фиг. 7).
Ведущий диск 7 вращается, при этом шарики 4 из бункера 6 по трубкам 5 через отверстия 3 загружаются в рабочую зону, как указано Быще (фиг. 1 и фиг. 2). По заполнении рабочей зоны загружаемыми шариками рабочий диск 1 сжимается с фиксации, осевой силой прижимается к шарикам 4 и начинается рабочий режим обработки.
Материал дисков 1 и 7 выбирается в зависимости от вида обработки шариков. При доводке диски изготавливаются из чугуна, при шлифовании - ведущий диск может быть абразивный или изготовленный из другого материала.
В рабочей зоне съем припуска осуществляется при сложном движении щариков, которые, перемещаясь вдоль радиальных пазов,
вращаются вокруг оси п со скоростью Wn (см. фиг. 1).
Вращение вокруг оси т со скоростью w осуществляется за счет сил трения (резания) в зонах контакта шариков со спиральной рабочей канавкой. Вращение вокруг оси b со скоростью Wb (фиг. 3) происходит за счет несимметричного профиля с углами ее и (3 спиральной канавки. При перемещении шариков в криволинейных пазах вращение их вокруг оси b будет более интенсивным за счет кривизны паза. Форма радиальных (криволинейных) пазов выполняется также несимметричной (см. фиг. 4) с углами 1 и у. Оптимальное значение углов а, , А., и -у подбирается экспериментально. Соотношение угловых скоростей ш- , ку„ и Wb при перемещении шариков в рабочей зоне не будет оставаться постоянным, ввиду того, что линейные скорости ведущего диска в точках контакта с шариками, находящимися на разных расстояниях от центра будут различными. Это приводит к автоматическому изменению соотношения угловых скоростей ш , Wn, Wb и рациональному распределению следов инструмента на обрабатывающей поверхности шариков, при этом сетка следов рабоч х инстументов на обрабатываемой поверхности распределяется равномерно, что обеспечивает точность геометрической формы.
Врашение шариков в рабочей зоне происходит при W- Ь1„.
Угловые скорости w-. и Wn определяются из соотношений (см. фиг. 7 и фиг. 8).
Шд/
(1)
W, 1
„ д-7,(2)
где Уд - линейная скорость точек вращающегося ведущего диска, контактирующих с шариками;
R - расстояние от оси вращения диска до центра шарика;
Т - шаг спирали;
ЬД - угловая скорость диска.
р
Обычно отношение , поэтому из приdiit
веденных соотношений (1) и (2) видно, что со- аУи. Поэтому за время однократного нахождения шарика в зоне обработки происходит нанесение следов инструмента на обрабатываемую поверхность шарика при вращении его вокруг оси т и неоднократном повороте вокруг оси я на 360°.
Таким образом, предлагаемое устройство обеспечивает в зоне обработки гарантированное вращение шариков вокруг осей л, т и b с автоматическим изменением соотнощения угловых скоростей Wn, w- и w, что уменьшает время достижения требуемой точности и повышает производительность обработки шариков.
Формула изобретения
Устройство для обработки шариков между двумя дисками: ведущим и рабочим, один из которых имеет канавку, выполненную, например, по спирали, причем, по крайней мере, один пз дисков связан с приводом, отличающееся тем, что, с целью повышения качества и точности обработки шарикоч, второй из дисков снабжен расходяпщмися от центра канавками.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки шариков | 1977 |
|
SU738839A1 |
| Способ абразивной обработки деталей | 1982 |
|
SU1020212A1 |
| Устройство для обработки шариков | 1983 |
|
SU1093497A1 |
| Станок для обработки шариков | 1975 |
|
SU554137A1 |
| СПОСОБ ОБРАБОТКИ ШАРИКОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352447C1 |
| Устройство для обработки деталей со сферической поверхностью, соединенной со стержнем | 1976 |
|
SU657971A1 |
| Устройство для доводки шариков | 1975 |
|
SU528180A1 |
| Устройство для обработки поверхностей оптических деталей | 1981 |
|
SU975343A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Устройство для доводки шариков | 1975 |
|
SU515629A1 |

6-Б
S t noSspnymo
8-В Ло8ернуто
фаг
10
/ k --- -TZZZZITY , 7,
Г-Г (Повернуто)
Фиг.5
i Фиг. 5
а
Фиг.7
