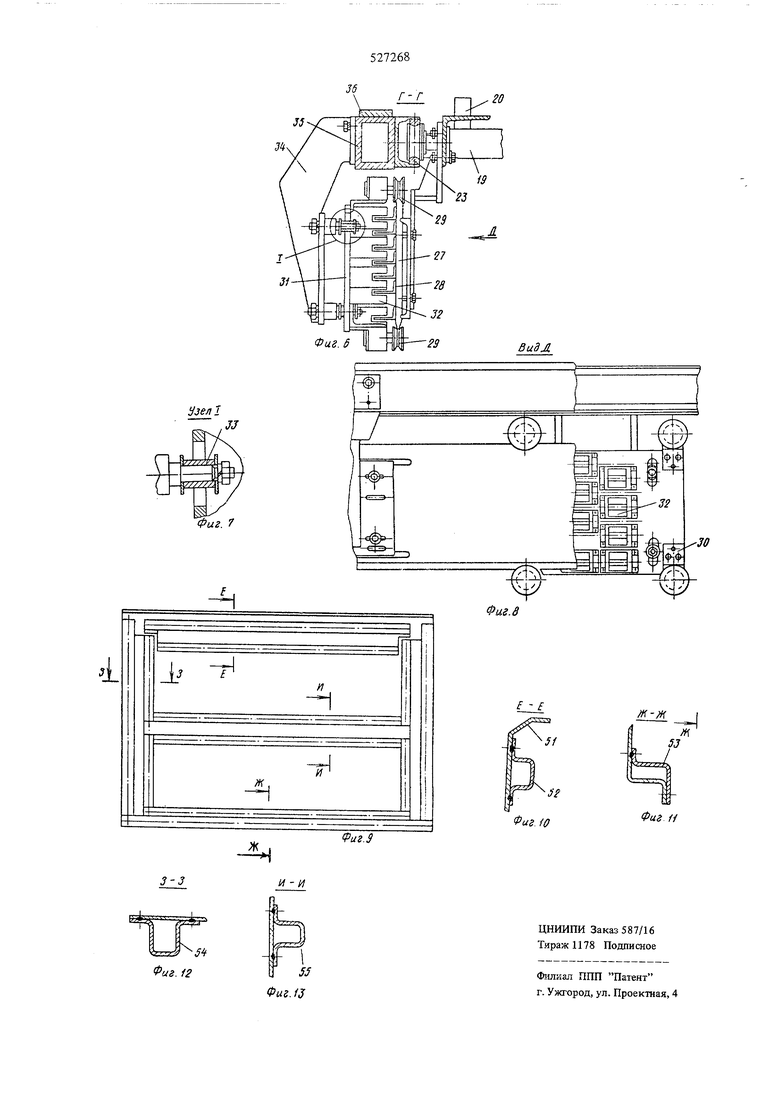
сечение по 3-3 на фиг. 9; на фиг. 13 сечение по И-И на фиг. 9.
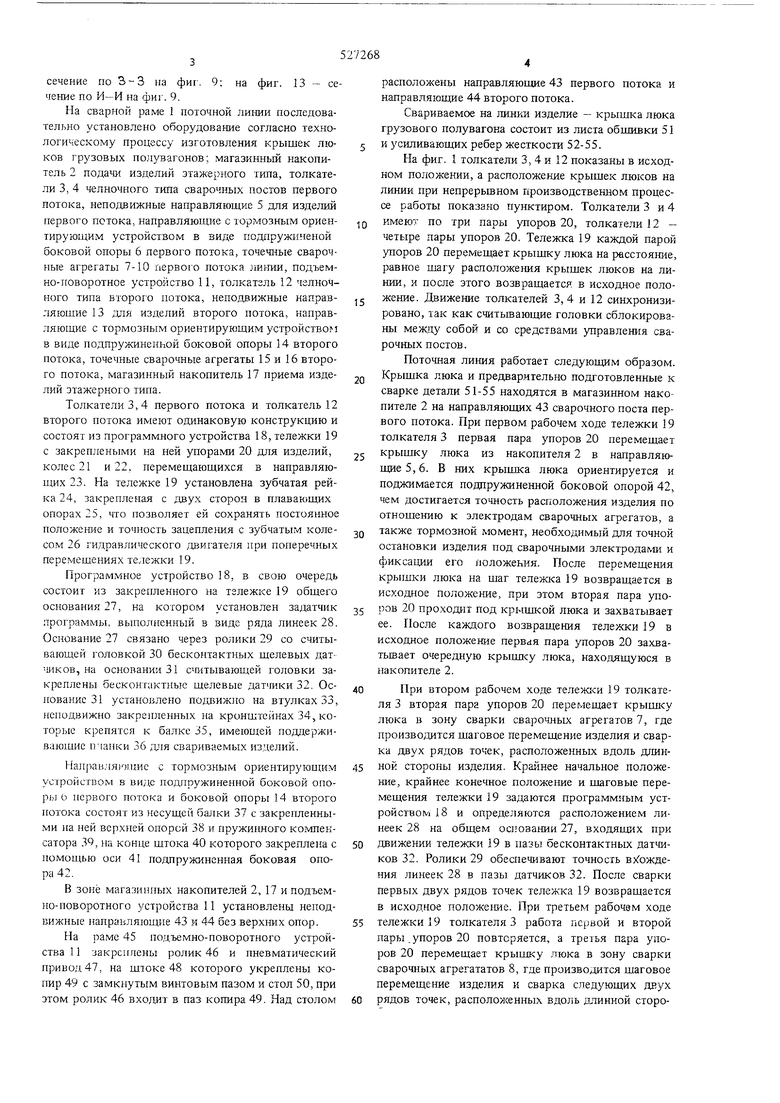
На сварной раме 1 поточной линии последовательно установлено оборудование согласно технологическому процессу изготовления крышек люков грузовых но.11увагонов; магазинный накопитель 2 подачи изделий этажерного типа, толкатели 3, 4 челночного тила сварочных постов первого потока, неподвижные направляющие 5 для изделий первого потока направляюгцие с тор лозным ориентирующим устройством в виде подпружиненой боковой опоры 6 первого потока, точечные сварочные агрегаты 7-10 первого потока линии, подъемно-поворотное устройство И, толкатзль 12 чглночного типа второго потока, неподвижные направляюгцие 13 для изделий второго потока, направляющие с тормозным ориентирующим устройством в виде подпружиненной боковой опоры 14 второго потока, точечные сварочные агрегаты 15 и 16 второго потока, магазинный накопитель 17 приема изделий этажерного типа.
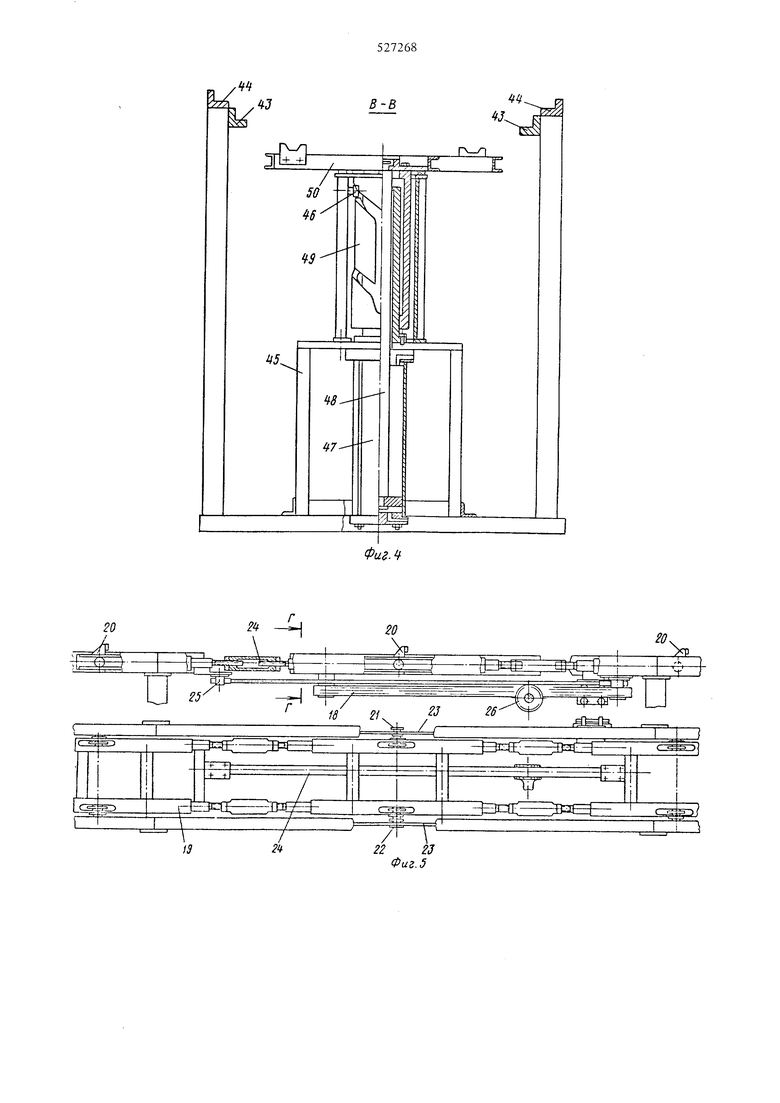
Толкатели 3,4 первого потока и толкатель 12 второго потока имеют одинаковую конструкцию и состоят из программного устройства 18, тележки 19 с закреплеными на ней упорами 20 для изделий, колес 21 и 22, перемещающихся в направляющих 23. На тележке 19 установлена зубчатая рейка 24, закрепленая с двух сторон в плавающих опорах 25, что позволяет ей сохранять постоянное положение и точность зацепления с зубчатым колесом 26 гидравлического двигателя при поперечных перемещениях тележки 19.
Программное устройство 18, в свою очередь состоит из закрепленного на тглежке 19 общего основания 27, на котором установлен задатчик программы, выполненный в виде ряда линеек 28. Основание 27 связано через ролики 29 со считывающей головкой 30 бесконтактных щелевых датiiiKOB, на основании 31 с-штывающей головки закреплены бесконтактные щелевые датчики 32. Основание 31 установлено подвижно на втулках 33, неподвижно закрепленных на кронштейнах 34, которые крепятся к балке 35, имеющей поддерживающие очанки 36 для свариваемых изделий.
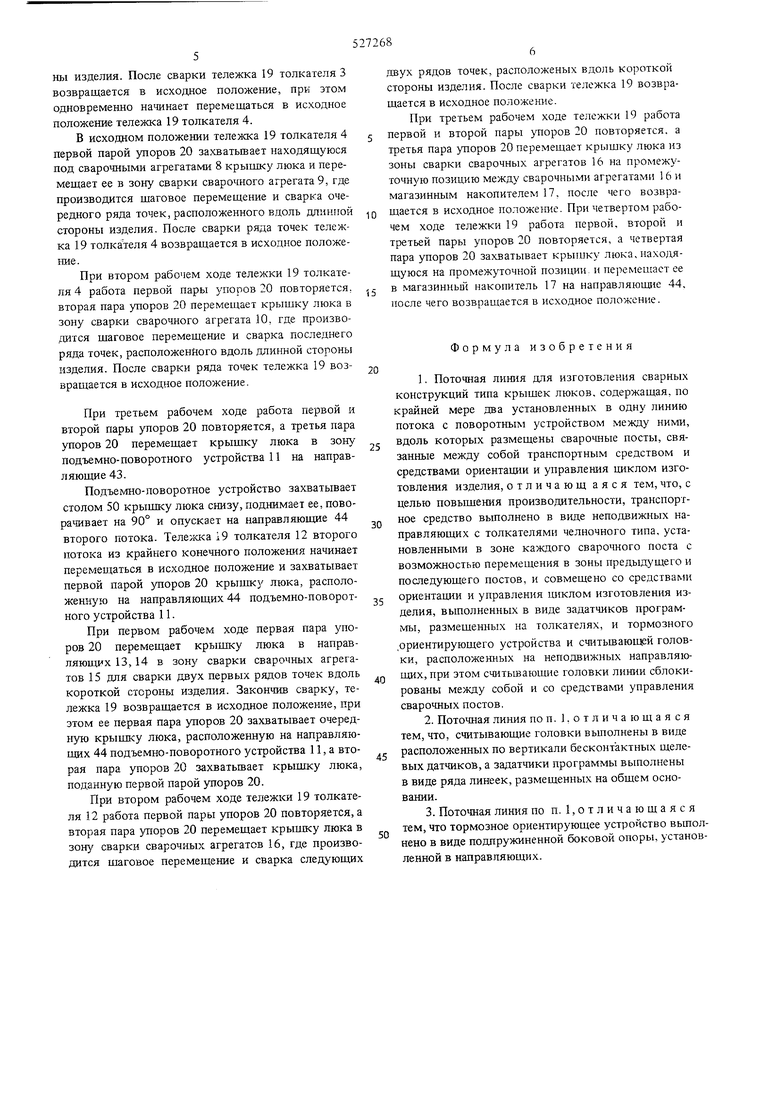
Напранля 01цие с тормозным ориентируюпдам устройством в виде подпружиненной боковой опоры о первого потока и боковой опоры 14 второго потока состоят из несущей балки 37 с закрепленными па ней верхней опорой 38 и пружинного компенсатора 39, на конце щтока 40 которого закреплена с помощью оси 41 подпружиненная боковая опора 42.
В зоне магазинных накопителей 2, 17 и подъем}ю-поворотного устройства 11 установлены неподвижные направляющие 43 к 44 без верхних опор.
На раме 45 подъемно-поворотного устройства 11 закреплены ролик 46 и пневматический привод 47, на щтоке 48 которого укреплены копир 49 с замкнутым винтовым пазом и стол 50, при этом ролик 46 входит в паз копира 49. Над столом:
расположены направляющие 43 первого потока и направляющие 44 второго потока.
Свариваемое на линии изделие - крыщка люка грузового полувагона состоит из листа общивки 51 и усиливающих ребер жесткости 52-55.
На фиг. 1 толкатели 3, 4 и 12 показаны в исходном положении, а расположение крышек люков на линии при непрерывном производственном процессе работы показано пунктиром. Толкатели 3 и 4
имеют по три пары упоров 20, толкатели 12 - четыре пары упоров 20. Тележка 19 каждой парой упоров 20 перемещает крыщку люка на расстояние, равное щагу расположения крышек люков на линии, и после этого возвращается в исходное положение. Движение толкателей 3,4 и 12 синхронизировано, так как считьгвающие головки сблокированы между собой и со средствами управлеш-ш сварочных постов.
Поточная линия работает следующим образом.
Крыщка люка и предварительно подготовленные к сварке детали 51-55 находятся в магазинном накопителе 2 на направляющих 43 сварочного поста первого потока. При первом рабочем ходе тележки 19 толкателя 3 первая пара упоров 20 перемещает
крыщку люка из накопителя 2 в направляющие 5,6. В них крыщка люка ориентируется и поджимается подпружиненной боковой опорой 42, чем достигается точность расположения изделия по отнощению к электродам сварочных агрегатов, а
также тормозной момент, необходимый для точной остановки изделия под сварочными электродами и фиксации его положения. После перемещения крьплки люка на щаг тележка 19 возвращается в исходное положение, при этом вторая пара упоров 20 проходит под крыщкой люка и захватывает ее. После каждого возвращения тележки 19 в исходное положение первая пара упоров 20 захватьшает очередную крыщку люка, находящуюся в накопителе 2.
При втором рабочем ходе тележки 19 толкателя 3 вторая пара упоров 20 перемещает крышку люка в зону сварки сварочных агрегатов 7, где производится щаговое перемещение изделия и сварка двух рядов точек, расположенных вдоль ддинной стороны изделия. Крайнее начальное положение, крайнее конечное положение и шаговые перемещения тележки 19 задаются программным устройством 18 и опреде1 яются расположением линеек 28 на общем основании 27, входящих при
движении тележки 19 в пазы бесконтактных датчиков 32. Ролики 29 обеспечивают точность в/ождения линеек 28 в пазы датчиков 32. После сварки первых двух рядов точек тележка 19 возвращается в исходное положе ше. При третьем рабочем ходе
тележки 19 толкателя 3 работа первой и второй пары .упоров 20 повторяется, а третья пара упоров 20 перемещает крыщку люка в зону сварки сварочных агрегататов 8, где производится щаговое перемещение изделия и сварка следующих двух
рядов точек, расположенных вдоль длинной стороны изделия. После сварки тележка 19 толкателя 3 возвращается в исходное положение, при этом одновременно начинает перемещаться в исходное положение тележка 19 толкателя 4.
В исходном положении тележка 19 толкателя 4 первой парой упоров 20 захватьшает находящуюся под сварочными агрегатами 8 крышку люка и перемещает ее в зону сварки сварочного агрегата 9, где производится щаговое перемещение и сварка очередного ряда точек, расположенного вдоль длинной стороны изделия. После сварки ряда точек тележка 19 толкателя 4 возвращается в исходное положение.
При втором рабочем ходе тележки 19 толкателя 4 работа первой пары упоров 20 повторяется, вторая пара упоров 20 перемещает крышку люка в зону сварки сварочного агрегата 10, где производится щаговое перемещение и сварка последнего ряда точек, расположенного вдоль длинной стороны изделия. После сварки ряда точек тележка 19 возвращается в исходное положение.
При третьем рабочем ходе работа первой и второй пары упоров 20 повторяется, а третья пара упоров 20 перемещает крыщку люка в зону подъемно-поворотного устройства 11 на направляющие 43.
Подъемно-поворотное устройство захватывает столом 50 крышку люка снизу, поднимает ее, поворачивает на 90° и опускает на направляющие 44 второго потока. Тележка 19 толкателя 12 второго потока из крайнего конечного положения начинает перемепдаться в исходное положение и захватывает первой парой упоров 20 крыпжу люка, расположенную на направляющих 44 подъемно-поворотного устройства 11.
При первом рабочем ходе первая пара упоров 20 перемещает крышку люка в направляющих 13,14 в зону сварки сварочных агрегатов 15 для сварки двух первых рядов точек вдоль короткой стороны изделия. Закончив сварку, тележка 19 возвращается в исходное положение, при этом ее первая пара упоров 20 захватывает очередную крышку люка, расположенную на направляющих 44 подъемно-поворотного устройства 11, а вторая пара упоров 20 захватьшает крышку люка, поданную первой парой упоров 20.
При втором рабочем ходе тележки 19 толкателя 12 работа первой пары упоров 20 повторяется, а вторая пара упоров 20 перемещает крышку люка в зону сварки сварочных агрегатов 16, где производится щаговое перемещение и сварка следующих
двух рядов точек, расположеных вдоль короткой стороны изделия. После сварки тележка 19 возвращается в исходное положение.
При третьем рабочем ходе тележки 19 работа
первой и второй пары упоров 20 повторяется, а третья пара упоров 20 перемещает крыщку люка из зоны сварки сварочных агрегатов 16 на промежуточную позицию между сварочными агрегатами 1 6 и магазинным накопителем 17, после чего возвращается в исходное положение. При четвертом рабочем ходе тележки 19 работа первой, второй и третьей пары упоров 20 повторяется, а четвертая пара упоров 20 захватывает крьпику люка, находящуюся на промежуточной позиции- и перемешает ее
в магазинньц накопитель 17 на направляющие 44, после чего возвращается в исходное положение.
Формула изобретения
1.Поточная линия для изготовления сварных конструкций типа крыщек люков, содержащая, по крайней мере два установленных в одну линию потока с поворотным устройством между ними,
вдоль которых размещены сваро1шые посты, связанные между собой транспортным средством и средствами ориентации и управления циклом изготовления изделия, отличающ аяся тем, что, с целью повыщения производительности, транспортное средство выполнено в виде неподвижных направляющих с толкателями челночного типа, установленными в зоне каждого сварочного поста с возможностью перемещения в зоны предыдущего и последующего постов, и совмещено со средствами
ориентации и управления циклом изготовления изделия, выполненных в виде задатчиков программы, размещенных на толкателях, и тормозного .ориентирующего устройства и считьшающей головки, расположенных на неподвижных направляющих, при этом считывающие головки линии сблокированы между собой и со средствами управления сварочных постов.
2.Поточная линия по п. 1,отличающаяся тем, что, считывающие головки вьшолнены в виде
расположенных по вертикали бесконтактных щелевых датчиков, а задатчики программы выполнены в виде ряда линеек, размещенных на общем основании.
3.Поточная линия по п. 1,отличающаяся тем, что тормозное ориентирующее устройство вьшолнено в виде подпружиненной боковой опоры, установленной в направляющих.
7/
rh
14 tf
« Л
u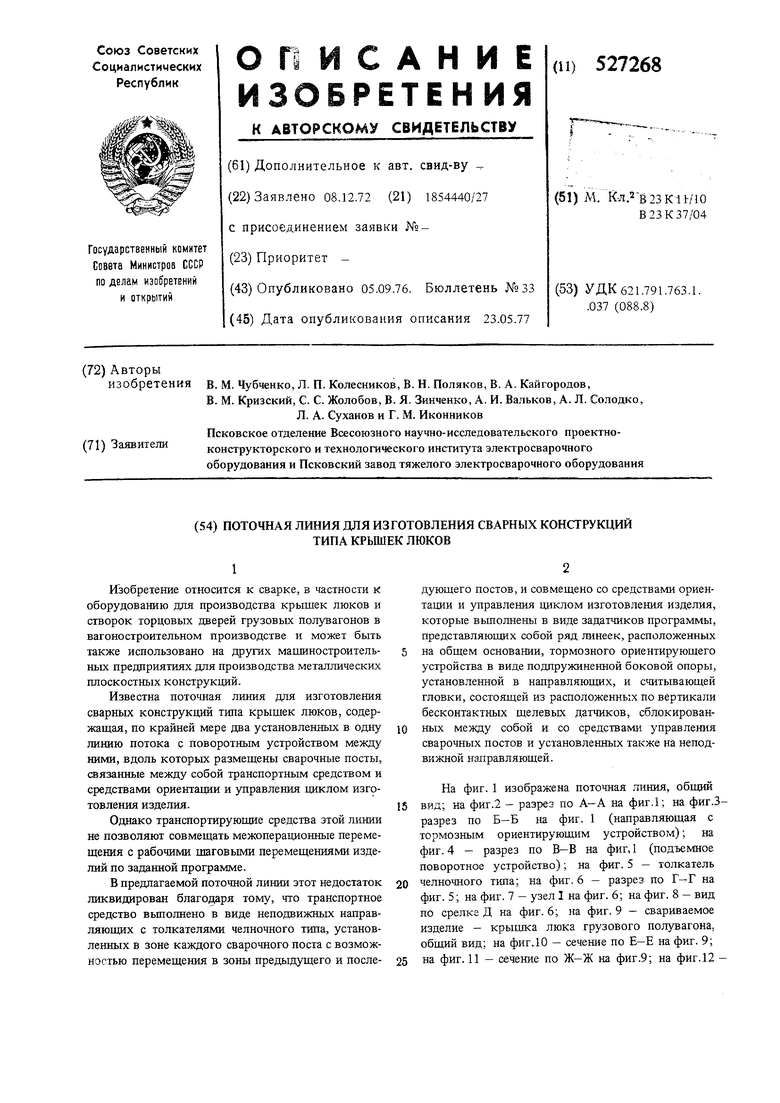
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Устройство для изготовления сварных металлоконструкций | 1974 |
|
SU576180A1 |
| Устройство для герметизации изделий холодной сваркой | 1985 |
|
SU1299765A1 |
| Поточная линия контактной сварки узлов вагона | 1980 |
|
SU899298A2 |
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| Установка для контактной рельефной сварки | 1984 |
|
SU1199531A1 |
| Агрегат для сборки и сварки пространственных конструкций | 1977 |
|
SU725857A1 |
| Машина для контактной точечной сварки | 1987 |
|
SU1574399A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Кантователь металлоконструкций под сварку | 1984 |
|
SU1234145A1 |
/
/i- /J «
)
i6
3
ng
/////.
У///У7А
J-y 4
УЙУ
O
4-/
Y/////7/7/
/ .З
tftf
В-В
50
5
ff i
u
зеп
Фиг. 7
