1
Изобретение относится к изготовлению режущего инсгрумента.
Изнесген способ изготовления биметаллической заготовки ;,и1я пильных полотен путем обжатия и деформа и1я полос из легированной и нелегированнгй сталей, иагрегых до сварочных температур.
Основной недостаток снособа - большая осадка и образование грата.
Б ||ре;и1оже)1ном способе этот недостаток устранен за счет того, что )1агрев производят последовательно пугем предварительного полос до температуры (5() -950°С, затем произво; Л на)езку зубьев по кромке полосы из легированного металла, мосле чего полосу из нелегиров1нн()го металла Д()11ол пительно подогревают до 1050 II50°С и вдавливают в кромку с зарезанными зубьями до iio/iHoio занолнения впаш1Н неле1 ировапным металлом.
Hai рев полос, нарезку зубьен и (Н)жатие 11)оизвод 11 вакууме с ociaпитым давлепием не (xijiec ,10 мм pi .сг.
На (|)иг. i изображена схема грехсекпионпой иакуумпой ycianoBKH, х;ализун)1Г1ей мрсдлягаемыи способ; НИ ij)iir. 2 разрез полученной затоювки.
2
Установка включает центральный отсек камеры 1, кассеты 2 с бу.хтами полос из лет-ированно1-о и нелегированного металлов, расположенных в нижнем отсеке камеры 3, приемную кассету 4 для изготовленной биметаллической , расположе)ную Е верхнем отсеке камеры 5, источник ТВЧ ( для подогрева полос, ролик (фрезу) 7 для накатки (фрезеровки) зубьев по кромке полосы из легированной ста;ш, источник ТВЧ 8 ддш нагрева полосы из нелегированной стали, устройство Ч |и1я снятия поверхностного слоя с кромки полосы из неле1Ированного металла, устройство 10 для обжагия полос, состояние из набора прижимных 1Х)ликоь и Направляющие ролики 1.
В нижний отсек вакуумной камеры Л устапавливают кассеты 2 с бухтами обезжиренных полос и:з легарованного и неле1И1Юванного металла. Свободные концы полос заправляю под нап)авляинцие ролики 11, с помощью которых полосы Moiyi nef)eметцаться с одинаковой скоростью в направлении центрального отсека вакуумной KaMepiii I, за1ем обьем камерь, включая все отсеки, вакуумирую до остаточного давления не более IJO мм рт.ст.
С целью удаления с поверхносгн ме|аллов окисной пленки, с помощью источника ТНЧ 6 по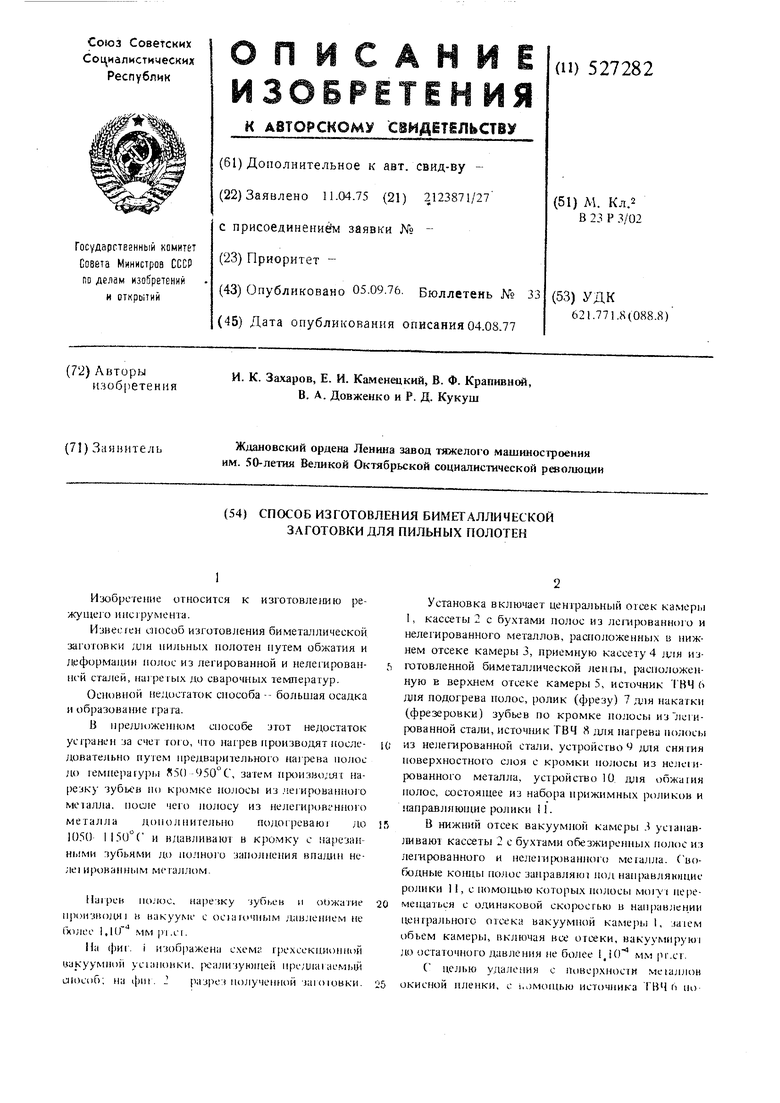
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для наплавки инструмента в вакууме | 1980 |
|
SU980953A1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2014938C1 |
| Способ изготовления рабочих кромок инструмента | 1989 |
|
SU1680469A1 |
| Способ изготовления биметаллических машинных ножовочных полотен | 1980 |
|
SU921751A1 |
| Износостойкое покрытие и способ его получения | 1984 |
|
SU1495390A1 |
| СПОСОБ НАНЕСЕНИЯ НА СТЕКЛЯННЫЕ ИЗДЕЛИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ | 2021 |
|
RU2777094C1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ И ТРУБА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 1990 |
|
RU2007239C1 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
