В предлагаемом станке для осуществления подвивки подкоренного листа применена оправка, вокруг которой поворачивается нажимной ролик, сидящий на ползуне; последний получает непрерывное поступательное движение по направлению к центру оправки от пневматического поршневого привода.
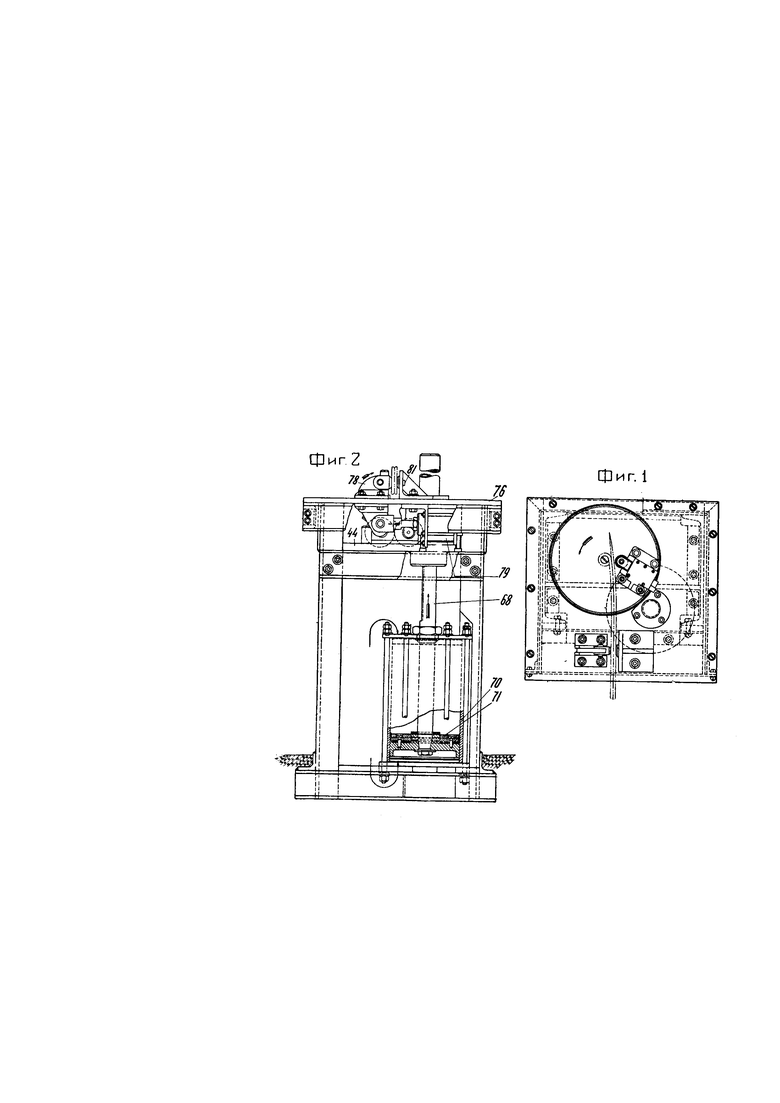
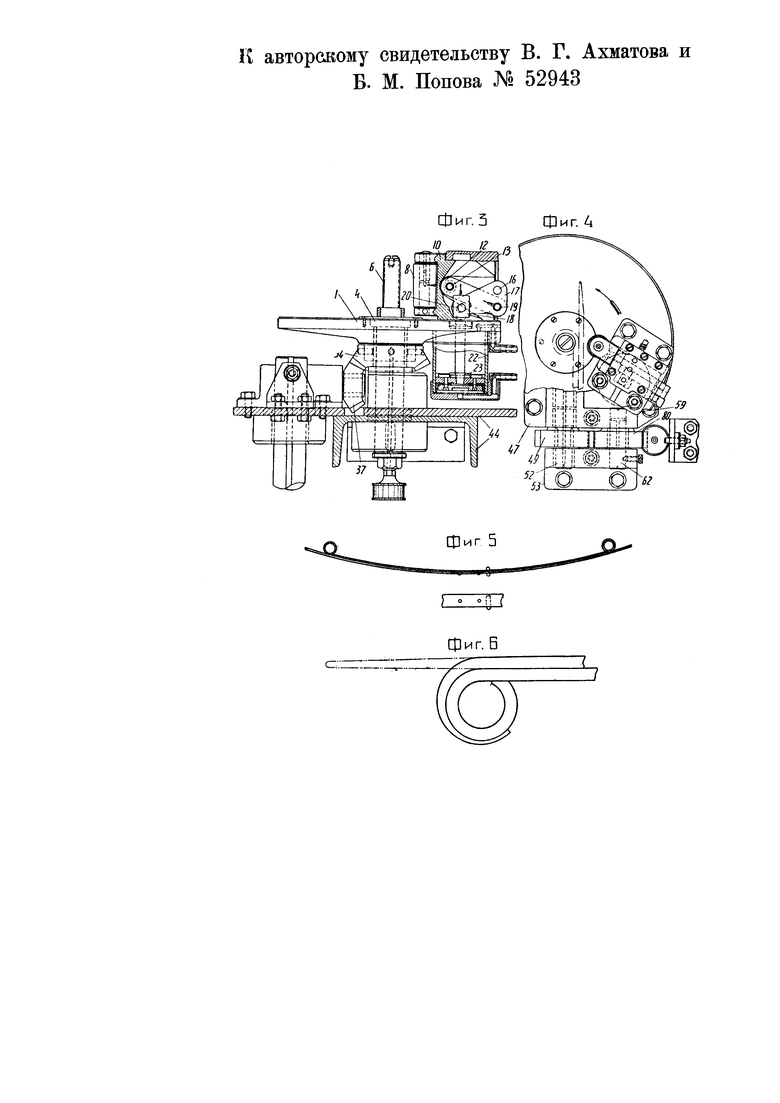
На чертеже фиг. 1 изображает общий вид сверху станка для подвивки подкоренного листа рессоры; фиг. 2 - боковой вид его; фиг. 3 и 4 изображает конструктивное выполнение подачи ползуна с нажимным роликом к центру оправки и осуществление поворачивания диска, на котором установлен ползун; фиг. 5 и 6 - схемы крепления подкоренного листа к коренному листу рессоры.
На плите 44 крепятся подшипники 53 и 47, в которых уложены валики 52 и 62 с цилиндрическими шестернями 49 и 80. Шестерня 80 сцепляется с зубчатой рейкой, выполненной на штоке 68 (фиг. 2), который связан с поршнем 71, движущимся в цилиндре 70. На конце валика 52 сидит коническая ведущая шестерня 37, сцепленная с шестерней 34; последняя крепится на ступице диска 1 посредством шпилек. Диск 1 свободно вращается вокруг шпинделя 4, который укреплен неподвижно в плите при помощи шпонки. На шпиндель в верхней его части надевается оправка 6. Ползун 10, несущий нажимной ролик 8, помещен на диске 1 и получает поступательное движение к центру оправки, перемещаясь по направляющим корпуса 59 под действием шарнирного механизма, состоящего из звеньев 12, 17, штока 18 и пальцев 13, 16, 19 и 20. Шток 18 одним концом связан шарнирно через палец 20 с звеном 17, другим крепится к поршню 23, который движется в цилиндре 22, ввинченном в диск 1. Подвод воздуха к цилиндру 22 осуществляется гибким шлангом. Звено 17 сидит свободно на пальце 16, впрессованном одним концом в стенку корпуса 59, и связано пальцем 19 с звеном 12. Давление от штока передается на звено 17, а последнее через палец 19 и звено 12 давит на стенку ползуна, сообщая ему поступательное движение к центру оправки.
Во время процесса подвивки, во избежание смещения вдоль оси листов рессоры, последние зажимаются при помощи пневматического приспособления, укрепленного на верхней плите 76 стола и состоящего из цилиндра 79, шток которого шарнирно связан с зажимом 78, прижимающим, под действием штока, листы к неподвижной щеке 81.
Станок приводится в действие сжатым воздухом в 5-6 атм. Все три поршня в цилиндрах 22, 79 и 70 приводятся в движение одновременно от одного клапана путем нажатия педали ногой. Под действием давления воздуха, поступающего по трубам, поршень 71 поднимается вверх и через зубчатую рейку штока 68 и цилиндрические и конические колеса сообщает движение диску 1, на котором сидит ползун. При этом одновременно, как было указано выше, поршень 23, поднимаясь вверх, через шток, связанный с шарнирным механизмом, передает поступательное движение ползуну к центру оправки. Ползун, поворачиваясь на диске вокруг оправки, при своем поступательном движении к ее центру, нажимает роликом на подкоренной лист рессоры, тем самым осуществляя подвивку последнего вокруг коренного листа (фиг. 5 и 6).
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изгибания рессорных листов | 1935 |
|
SU49747A1 |
| Устройство для правки листовых деталей типа рессор | 1977 |
|
SU660749A1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК РАДИОЛАМП | 1949 |
|
SU87502A1 |
| Машина для взъерошивания края верха обувной заготовки | 1976 |
|
SU1223829A3 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| Приспособление для подачи в станки листов металла из штабеля по одному | 1930 |
|
SU32409A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| МЕХАНИЗМ ДЛЯ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ | 1995 |
|
RU2102642C1 |
| Приспособление для намотки катушек из полосовой меди | 1936 |
|
SU52786A1 |
1. Станок для подвивки подкоренного листа рессор с применением оправки и поворотного вокруг нее нажимного ролика, отличающийся тем, что ползун 10, несущий нажимной ролик 8, во время вращения вокруг оправки 6 получает непрерывное поступательное движение по направлению к ее центру под действием пневматического поршневого привода.
2. В станке по п. 1 применение двух добавочных пневматических приводов - одного для зажима 78, служащего для крепления рессорных листов на станке, и другого - для вращения ползуна 10 вокруг оправки 6.
