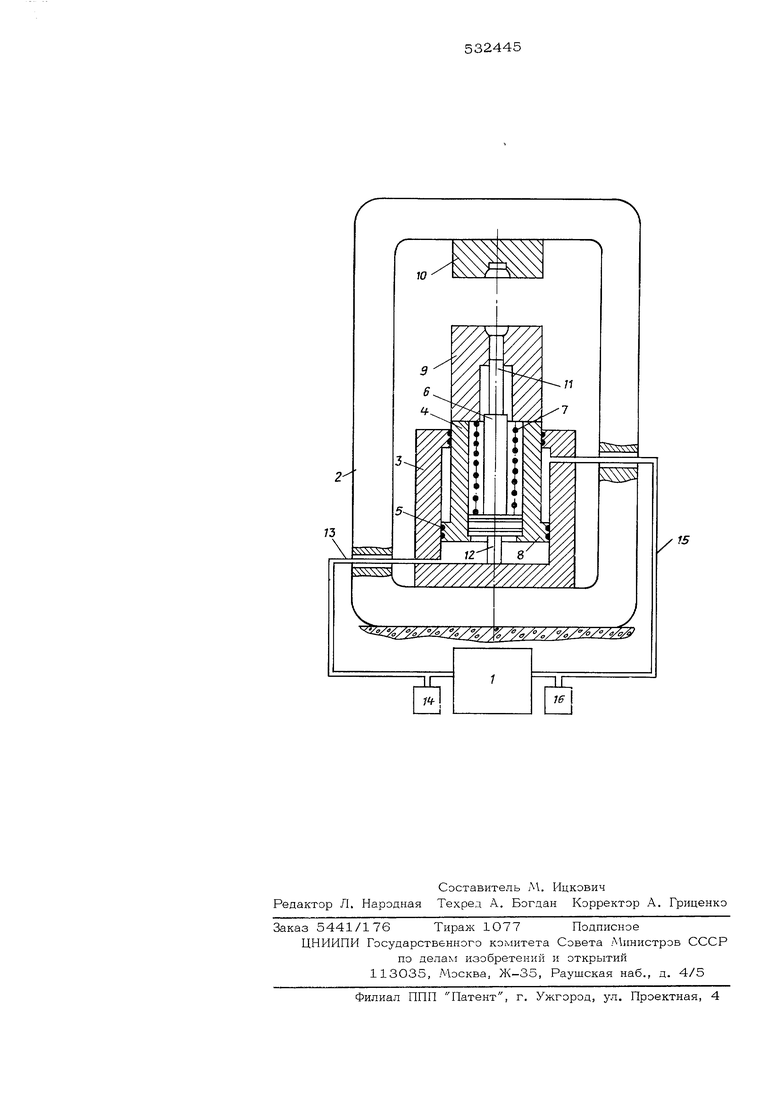
Изобретение относится к обработке металлов давлением, в частности к оборудованию дпя безобпойной штамповки поковок в разъемных матрицах. Известен кривошипный пресс для штамповки, содержащий станину с неподвижно закрепленной на ней полуматрицей, смонтированный на станине рабочий цилиндр с поршнем и деформируюшим пуансоном, входящим в подвижную полуматрицу, и механизм зажима полуматриц l. Кроме главного привода в данном прессе используют силовое устройство в виде трех пневмоцилиндров, а трение в опорных подшипниках-рычагах снижает к.п.д. машины. С целью повышения производительности и к.п.д. механизм зажима полуматриц выполнен в виде установленной в рабочем цилиндре концентрично поршню деформирующего пуансона втулки с уплотнениями, жестко соединенной с подвижной полуматрицей. При этом поршень деформирующего пуансона подпружинен к подвижной полуматрице, а на его торце, взаимодействующим с коль цевым буртом, предусмотренным на внутренней поверхности втулки, выполнен хвостовик-упор. На чертеже представлен пресс, обший вид. Пресс состоит из гидропривода 1, станины 2, рабочего цилиндра 3, в котором размещена втулка 4 зажима полуматриц с уплотнениями 5 и поршень 6. Поршень под действием пружин 7 прижат к выполненному во втулке бурту 8. Нижняя полуматрица 9 смонтирована на втулке, а верхняя 1О - на станине. Шток поршня 6 взаимодействует с деформирующим пуансоном 11, который одновременно служит выталкивателем, на противоположном торце поршня выполнен хвостовик-упор 12. Пресс работает следующим образом. При включении гидропривода 1 по трубопроводу 13 в нижнюю полость цилиндра 3 подается рабочая жидкость. До соприкосновения матриц втулка 4 и поршень 6 благодаря пружине 7 движутся как единое целое. После смыкания матриц втулка 4 останавливается, а поршень 6, сжимая пружину 7,
продолжает движение и пуансон 11 деформирует заготовку, предварительно помешенную в матрицу 9.
Усилие зажима матриц в процессе деформации прямо пропорционально деформирующему усилию, так как на втулку и поршень воздействует одно и то же давление.
В конечной фазе штамповки давление в нижней полости цилиндра возрастает и при заданной величине реле давления 14 переключает подачу жидкости в верхнюю полость по трубопроводу 15, соединяя нижнюю полость со сливом (переключаюш,ие золотники на чертеже не показаны).
В результате поршень 6 под действием пружины 7 отойдет назад, упрется в бурт 8 и вместе со втулкой 4 (как одно целое) двинется вниз. При соприкосновении упора 12 с дном цилиндра 3 поршень 6 остановится, тогда как втулка 4 опустится ниже, и поковка будет вытолкнута из матрицы 9 пуансоном 11, При остановке втулки 4 в нижнем крайнем положении в результате повышения давления реле 16 переключит верхнюю полость цилиндра 3 на слив и пружина 7 возвращает втулку 4 в исходное положение.
Цикл штамповки завершен. Пресс готов к следующему рабочего ходу.
Формула изобретения
Пресс для штамповки, содержащий станину с неподвижно закрепленной на ней полуматрицей, смонтированный на станине рабочий цилиндр с поршнем и деформирующим пуансоном, ВХОДЯЩИМ в подвижную цолумат- рицу, и механизм зажима полуматриц, отличаю гцийся тем, что, с целью повышения производительности и К.П.Д., механизм зажима полуматриц выполнен в виде установленной в рабочем дилиддре концентрично поршню дефор «1руюшего пуансона втулки с уплотнениями, жестко соединенной с подвижной полуматрицей, при этом поршень деформирующего пуансона подпружинен к подвижной полуматрице, а на его торце, взаимодействующем с кольцевым буртом, предусмотренным на внутренней поверхности втулки, вьшолнен хвостовик-упор.
Источники информации, принятые во внимание при экспертизе:
1. Сборник НИИМАШ Горячая штамповка стальных поковок в разъемных матрицах, серия С-Х-3,М., 1968 г., стр. 59.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2149723C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Пресс-форма для штамповки изделий из пористых заготовок | 1984 |
|
SU1194577A1 |
| Гидравлический пресс для обжима концов труб | 1975 |
|
SU559836A1 |
| Горизонтальный гидравлический пресс | 1985 |
|
SU1283114A1 |
| Штамп для закрытой объемной штамповки | 1977 |
|
SU676374A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Устройство для штамповки | 1982 |
|
SU1066711A1 |