ние между литой зоной соединения и местом прикрепления прокладки вне этой зоны должно быть яе менее 15 толщин той детали, к которой лрокладка прикрепляется.
Формула изоблетения
Способ сварки внахлестку, преимущественно контактной точечной и роликовой сваркой
с прокладкой между соединяемыми деталями отличающийся тем, что, с целью повыщения прочности, прокладку прикрепляют вне зоны сварки по крайней мере к одной из соединяемых деталей со стороны действия нагрузки.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 186050, кл. В 23К П/Ш, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| Способ контактной рельефной конденсаторной сварки | 1985 |
|
SU1320032A1 |
| Способ соединения деталей из волокнистых материалов | 1990 |
|
SU1777788A1 |
| Способ закрепления деталей при сварке | 1972 |
|
SU598718A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| Электрод для сварки полимерных материалов | 1979 |
|
SU859175A1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Способ измерения давления в канале проплавления при электроннолучевой сварке | 1976 |
|
SU623313A1 |
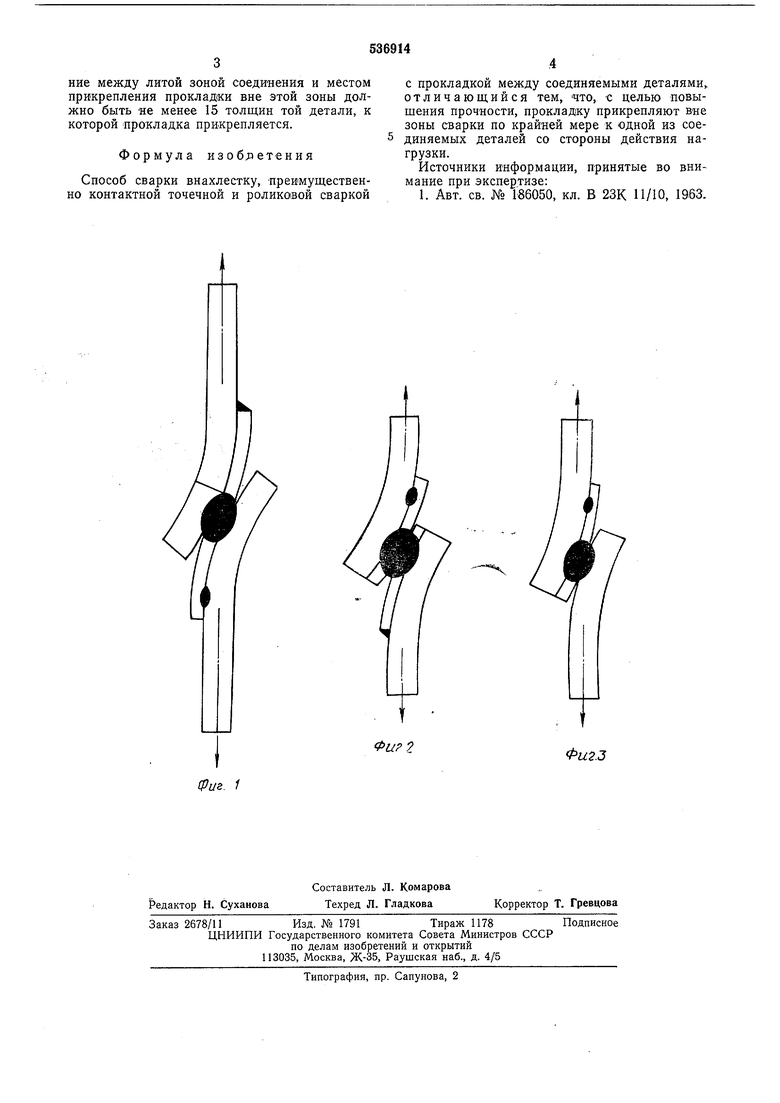
Фиг. 1
ФигЗ
