(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОРОШКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий прессованием металлических порошков | 1975 |
|
SU582910A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ КОЛЬЦЕВОЙФОРМЫ | 1970 |
|
SU268880A1 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |
| Пресс-форма для прессования порошковых материалов | 1986 |
|
SU1397286A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| Устройство для запрессовки втулок | 1987 |
|
SU1465172A1 |
| Устройство для прессования изделий из порошков | 1987 |
|
SU1546208A1 |
| Устройство для динамического горячего прессования порошков | 1980 |
|
SU880629A1 |
| Способ изготовления порошковых изделий с боковым буртом и устройство для его осуществления | 1988 |
|
SU1637959A1 |
| Устройство для прессования изделий из порошка | 1977 |
|
SU738768A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам дл изготовления изделий цилиндрической формы путем формования порошка.
Известно устройство для изготовления изделий цилиндрической формы, состоящее из матрицы, пуансонов и центрального стержня 1.
Такое устройство не позволяет изготавливать длинномерные изделия.
Известно также устройство для формования порошка, состоящее из матрицы, протяжки и пуансона, при этом в полости матрицы установлена эластичная втулка, а протяжка расположена внутри втулки 2. Недостатками данного устройства является его низкая производительность, связанная со сложностью загрузки порошка и выгруз- зш изделий, а также низкое количество поверхности полученных изделий.
Предложенное устройство отличается от известного тем, что с целью увеличения производительности процесса и повышения качества изделий цилиндрической формы, оно снабжено упорно-выходным узлом, уста
новленным на матрице и состоящим из плит с отверстиями, ползунов, расположенных между плитами, траверсы, размеа1;енной на протяжке, клиньев, установленных в отверстиях плит и закрепленных на траверсе, и упорно-направляющей втулки, расположенной внутри матрицы.
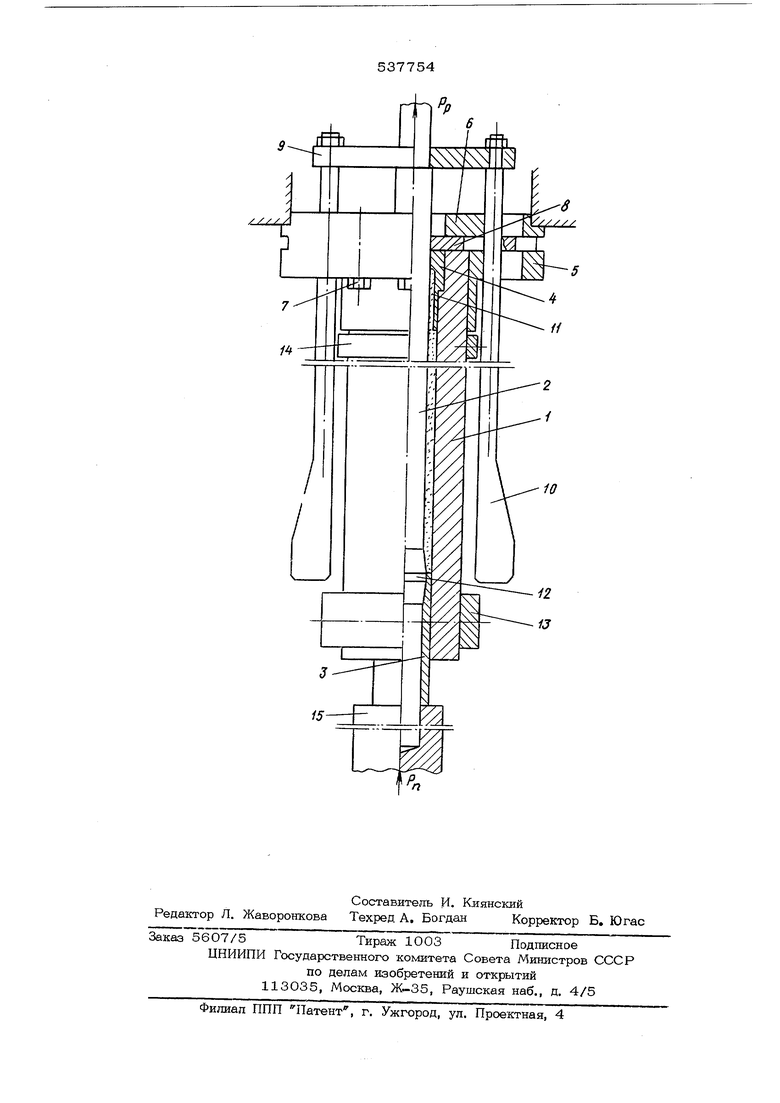
На чертеже схематично изображено предлагаемое устройство.
Устройство состоит из матрицы 1, в полости которой расположены протяжка 2 и трубчатый пуансон 3. Полость между протяжкой и матрицей заполнена порошком, На торце матрицы установлен упорно-выходной узел, состоящий из jTtopHO-направляющей втулки 4, расположенной в пол.ости матрицы, плит 5 и 6 с сооснымк отверстиями и радиальными пазами (на черт, не обозначены) и винтами 7, полз5т-юв 8, расположенных между плитами и установленных в пазах плиты 6, траверсы 9, размешенной на протяжке 2, клиньев 10, установленных в отверстиях плит 5, 6 и закрепленных на траверсе 9. В полости упорно-направляющей втулки 4 выполнена камера 11, размеры которой подобраны близкими размерам рабочей части 12 протяжки 2. Поворотно-направл ющее кольцо 13 и хомутик 14 предназначены для фиксирования матрицы в вертикаль ном положении, упор 15 - для фиксирования пуансона 3 и протяжки 2. Устройство работает следующим образом. Порошок загружают в полость матрицы, а затем устанавливают упорно-напра&ляюшую втулку. Матрицу вводят в отверстие плиты 5, жестко связанной с траверсой пресса (на черт, не обозначена), после чего устанавливают клинья и ползуны. Формование порошка осуществляют в два этапа. Предварительное уплотнение производят путем совместного перемещения протяжки и трубчатого пуансона от отдельного привода (на черт, не показан). Окончательное (радиальное) уплотнение порошка производят путем перемещения рабочей части протяжки через заполненную порошком полость матрицы при помощи пресса. Процесс формования заканчивается после входа рабочей части протяжки в камеру упорно-направляющей втулки. При этом клинья сдвигают ползуны, которые освобождают осевое от верстие в плите 6, в результате чего протяжка вместе с упорно-направляющей втулкой выходят из полости матрицы. При помощи пуансона сформованное изделие извлекают из полости матрицы. Предложенное устройство может быть использовано также и для нанесения порошкового слоя на поверхность цилиндрических изделий, т. е. для изготовления многослойных изделий. Формула изобретения Устройство для формования порошка, состоящее из матрицы, протяжки и пуансона, отличающееся тем, что, с целью повышения производительности и качества изделий цилиндрической формы, оно снабжено упорно-выходным узлом, установленным на матрице и состоящим из плит с отверстиями, ползунов, расположенных между плитами, траверсы, размещенной на протяжке, клиньев, установленныл в отверстиях плит и закрепленных на траверсе, и упорно-направляющей втулки, расположенной внутри матрицы. Источники информации, принятые во внимание при экспертизе: 1,Федорченко И. М., Андриевский Р. А, Основы порошковой металлургии, РСиев, 1963 г. стр. 164. 2.Авторское свидетельство № 451498, кл. В 22 F 3/02, 1974 г.
