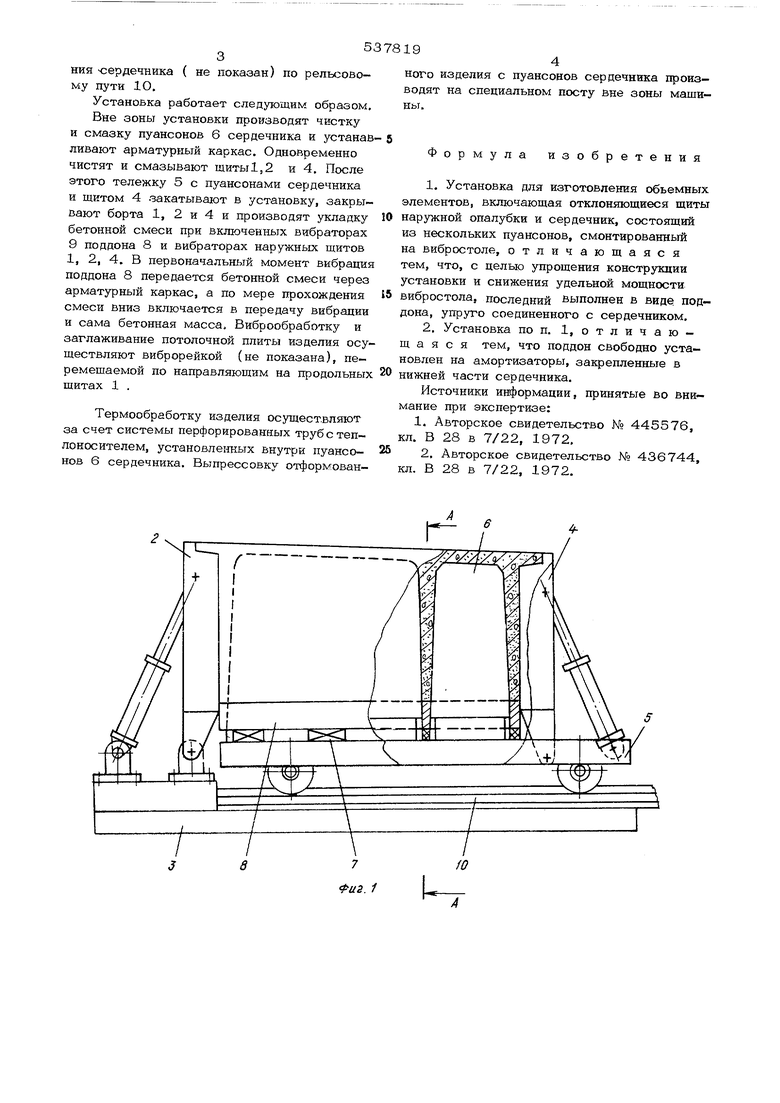
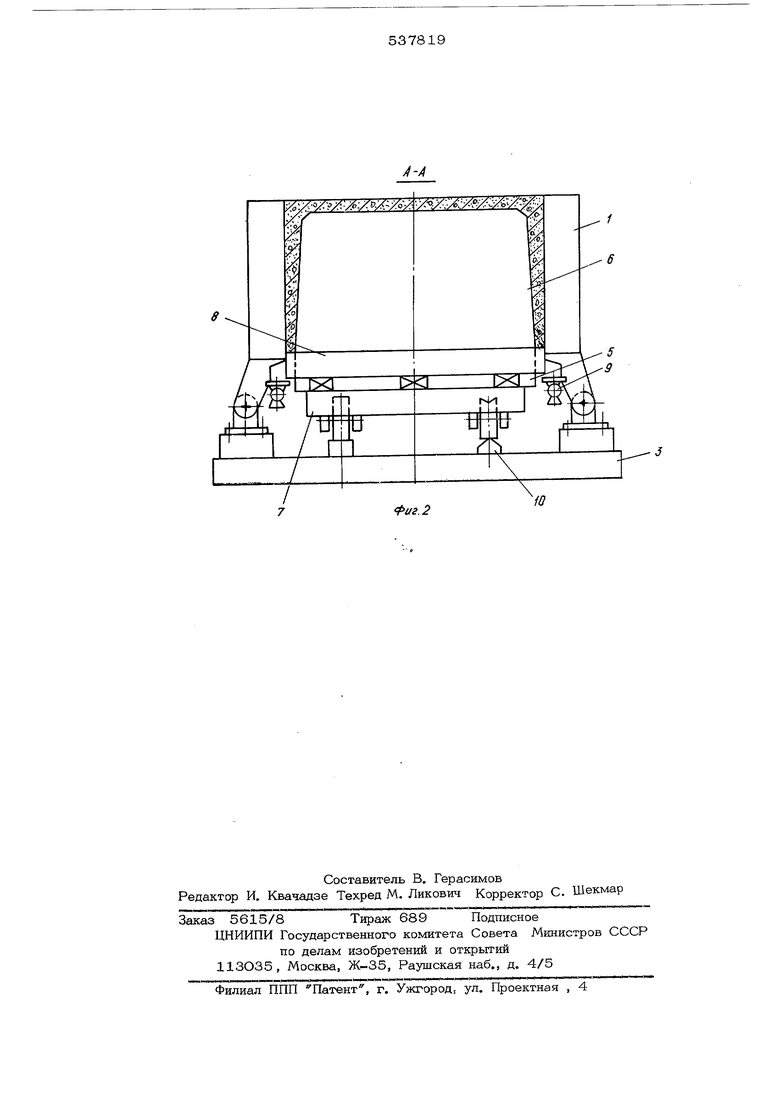
Изобретение относи1х;я к устройствам для изготовления объемных строительных эле- . Известна установка для изготовления объемных элементов, включающая основание наружную опалубку к сердечник, состоящий из нескольких пуансонов 1. Необходимую амплитуду колебаний сердечник получает от соединенной с ним виб- роплошадки, установленной на собственном основании. Известна также установка для изготовления объемных элементов, включающая отклоняющиеся щиты наружной опалубки и сер дечних, состоящий из нескольких пуансонов, смонтированный на вибростоле 2. Эта установка является наиболее близкой к изобре тению по технической сущности и достигаемому результату. Лля изгото.вления объемных элементов больших габаритов необходимо иметь вибро- стол большой грузоподъемности, что усложняет конструкцию установки и увеличивает удельную мощность вибростола. Целью изобретения является упрощение конструкции установки и снижение удельной мощности вибростола. Для этого вибростол выполнен в виде поддона, упруго соединенного с сердечником. Поддон свободно установлен на амортизатоы, закрепленные в нижней части сердечника. На фиг. 1 изображена предложенная устаовка, общий вид; на фиг. 2 - разрез по А-А а фиг . 1. Установка содержит отклоняющиеся продольные щиты 1 к торцовой щит 2, закрепленные на раме 3, а также отклоняющийся торцовой щит 4, установленнъп на выкатной тележке 5 совместно с пуансонами 6 сердечника. В нижней части сердечника закреплены амортизаторъ 7, на которых установлен поддон 8 изделия с вибраторами 9. Поддон изделия выполняет функции как вибростола, так и рабочего органа гидровыпрессовщика, установленного вне зоны формования. Закатывание тележки с изделием на пост выпрессовки производится механизмом передвижения -сердечника ( не показан) по рельсовому пути 10, Установка работает следующим образом. Вне зоны установки производят чистку и смазку пуансонов 6 сердечника и устанав ливают арматурный каркас. Одновременно чистят и смазывают щиты 1,2 и 4. После этого тележку 5 с пуансонами сердечника и щитом 4 закатывают в установку, закрывают борта 1, 2 и 4 и производят укладку бетонной смеси при включенных вибраторах 9 поддона 8 и вибраторах наружных щитов 1, 2, 4. В первоначальный момент вибрация поддона 8 передается бетонной смеси через арматурный каркас, а по мере прохождения смеси вниз включается в передачу вибрации и сама бетонная масса. Виброобработку и заглаживание потолочной плиты изделия осуществляют виброрейкой (не показана), пе- ремещаемой по направляющим на продольных
щитах 1 .
Термообработку изделия осуществляют за счет системы перфорированных труб с теплоносителем, установленных внутри пуансонов 6 сердечника. Выпрессовку отформованИсточники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 445576, кл. В 28 в 7/22, 1972.
2. Авторское свидетельство № 436744, кл. В 28 в 7/22, 1972. ного изделия с пуансонов сердечника производят на специальном посту вне зоны мащи- ны. Формула изобретения 1.Установка для изготовления объемных элементов, включающая отклоняющиеся шиты наружной опалубки и сердечник, состоящий из нескольких пуансонов, смонтированный на вибростоле, отличающаяся тем, что, с целью упрощения конструкции установки и снижения удельной мощности вибростола, последний выполнен в виде поддона, упруго соединенного с сердечником. 2.Установка по п. 1, о т л и ч а ю щ а я с я тем, что поддон свободно установлен на амортизаторы, закрепленные в нижней части сердечника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Способ изготовления объемных блоков | 1990 |
|
SU1768390A1 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |
| Способ изготовления объемных блоков | 1975 |
|
SU659385A1 |
| Установка для изготовления объемных элементов | 1985 |
|
SU1303412A1 |
| Установка для формования объемных элементов | 1976 |
|
SU617264A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Технологическая линия по изготовлению объемных блоков | 1989 |
|
SU1689075A1 |
y : «X x v -gg;;.
/о/ 6
/f .
/
1
тЬИг
10
Фиг. 2
