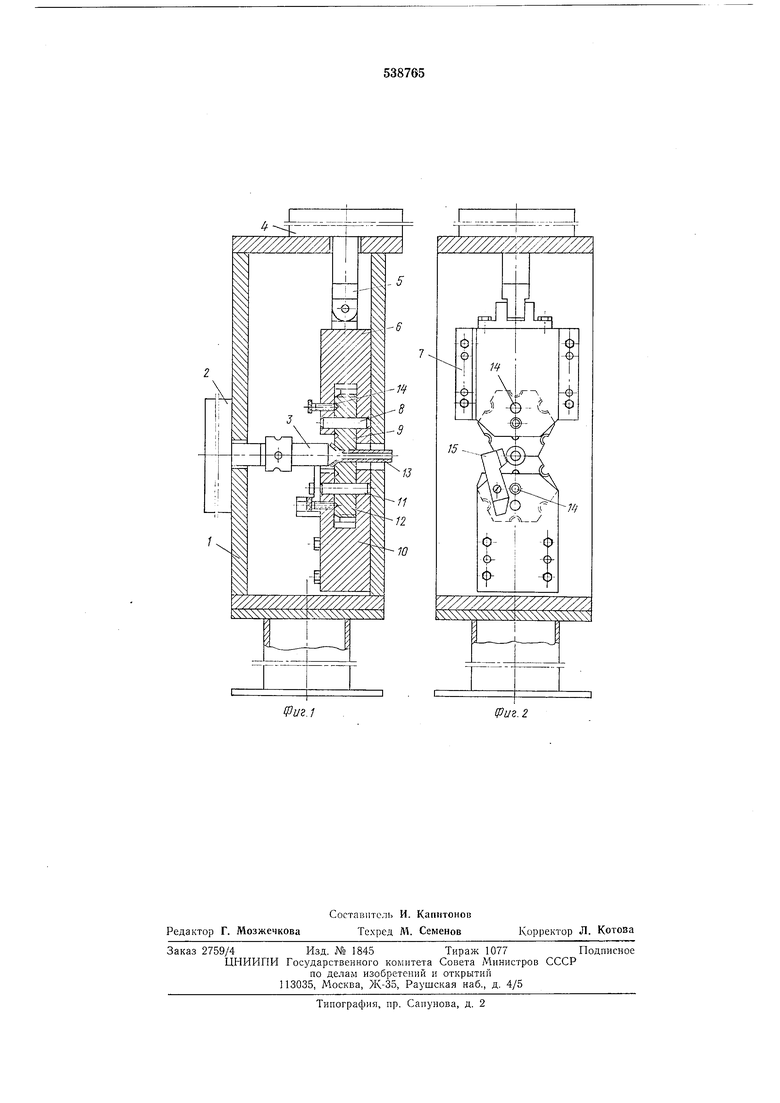
Для установки матриц 9 и 12 в определенном положении применены фиксаторы 14. Для ограничения хода трубы служит самоотводящийся упор 15, установленный на неподвижной щеке 10.
При включенных пневмоцилиндрах 2 и 4 инструмент-конус 3 расположен в крайнем левом положении, а подвижная щека 6 с матрицей 9 - в BeipxHeM положении. Многопозиционные матрицы 9 и 12 устанавливают гнездами на необходимый диаметр трубы .поворотом их вокруг своих осей 8 и 11 и закрепляют в этом положении фиксаторами 14. Трубу 13 устанавливают в гнездо матрицы 12 с ирижимом ее торцом к самоотводящемуся упору 15.
При подаче воздуха в пневмощилиндр 4 порщень перемещает подвижную щеку 6 и установленную на оси 8 матрицу 9 вниз и зажимает трубу 13, после чего воздух поступает в пневмоцилиндр 2 и перемещает поршень с инструментом-конусом 3. При движении инструмент 3 своей конической частью отводит самоотводящийся упор 15 и разбортовывает трубу 13.
Испытания штампа показывают, что снижение трудоемкости при переходе с обработки одного диаметра на другой, т, е. при его переналадке, составляет 85-90% за счет изменения положения матриц с их фиксацией вместо замены целого блока зажима, стабильность и точность размеров отбортованной трубы по
длине и диаметру конуса обеспечены на любую партию труб данного диаметра за счет применения самоотводящегося упора; штамп надежен в работе при применении его для обработки большой номенклатуры диаметров труб.
Формула изобретения
1. Штамп, содержащий пуансон и многопозиционную поворотную матрицу, отличающийся тем, что, с целью обеспечения разбортовки труб, он снабжен второй многопозиционной матрицей, образующей вместе с первой калибры для разбортовки труб различного диаметра, пуансон выполнен коническим, а матрицы закреплены на осях.
2.Штамп по п. 1, отличающийся тем, что, с целью Повышения качества изделий, он
снабжен качающимся упором.
Источники информации, принятые во внимание При экспертизе:
1. А. А. Комаров и др. «Трубопроводы и соединения гидросистем, М., 1967, стр. 23-24. 2. А. А. Комаров и др. «Трубопроводы и соединения гидросистем, М., 1967, стр. 55, рис. 38.
3.Г. А. Фойгельман «Альбом конструкций универсальных штампов, блоков и узлов для
холодной штамповки. Машиностроения, М., 1965, стр. 61 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
| Штамп для разбортовки полых деталей | 1979 |
|
SU814517A1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ ШТАМПОВКИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2016 |
|
RU2664998C2 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Устройство для штамповки деталей из штучных заготовок | 1977 |
|
SU733811A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Штамп для раздачи трубчатых заготовок | 1984 |
|
SU1197759A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |