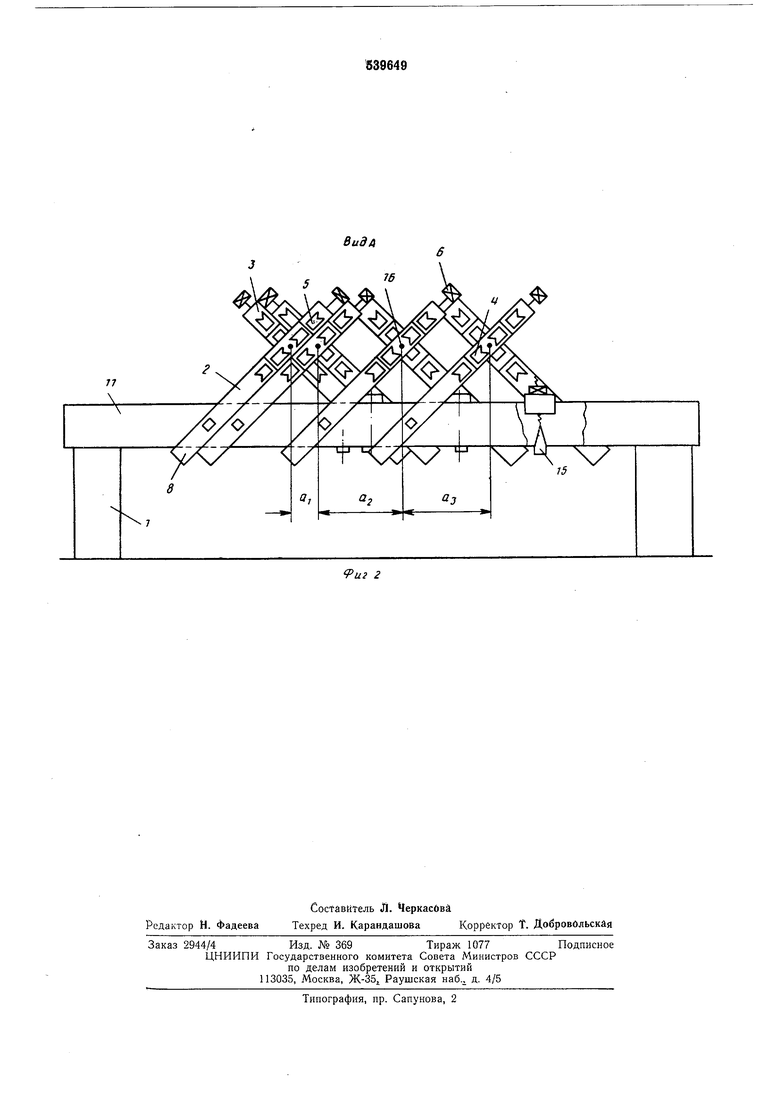
Опорные поверхности обойм расположены под углом 45° к осям правильных роликов. Благодаря этому группы правильных узлов оказываются наклоненными друг к другу под углом 90°. Направляющие имеют свободные участки вверху и внизу, благодаря чему правильные узлы могут быть свободно надеты на них и передвинуты в любое положение.
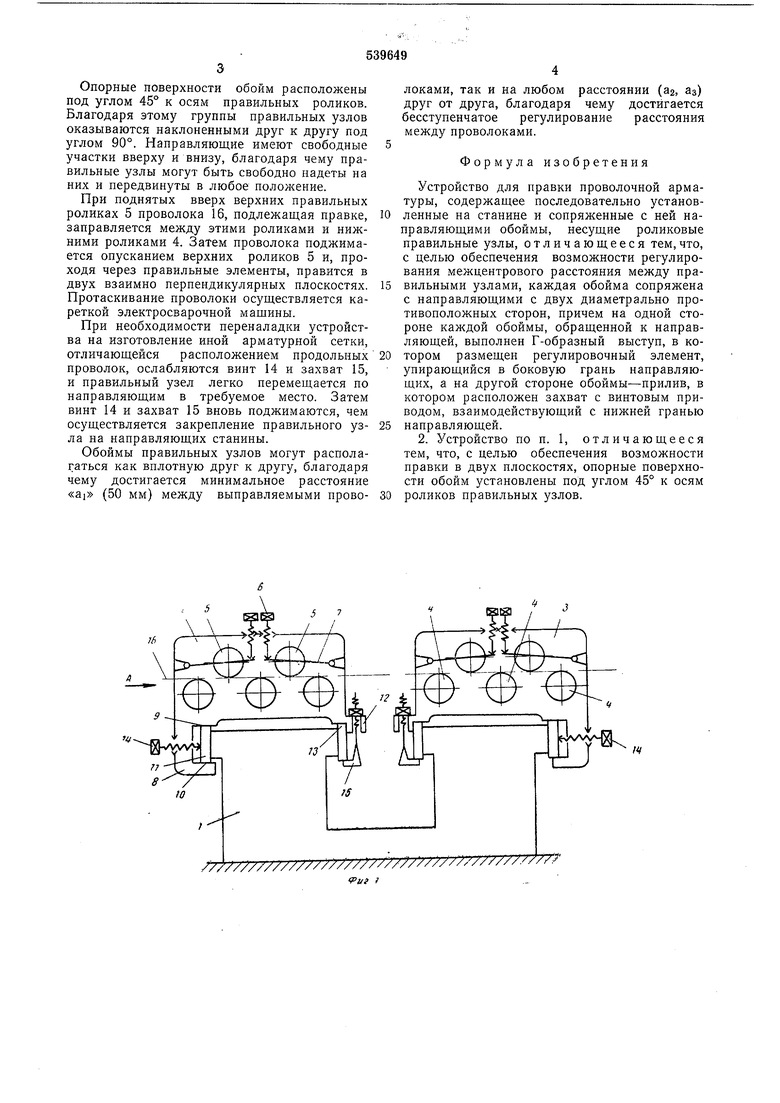
При поднятых вверх верхних правильных роликах 5 проволока 16, подлежащая правке, заправляется между этими роликами и нижними роликами 4. Затем проволока поджимается опусканием верхних роликов 5 и, проходя через правильные элементы, правится в двух взаимно перпендикулярных плоскостях. Протаскивание проволоки осуществляется кареткой электросварочной машины.
При необходимости переналадки устройства на изготовление иной арматурной сетки, отличающейся расположением продольных проволок, ослабляются винт 14 и захват 15, и правильный узел легко перемещается по направляющим в требуемое место. Затем винт 14 и захват 15 вновь поджимаются, чем осуществляется закрепление правильного узла на направляющих станины.
Обоймы правильных узлов могут располагаться как вплотную друг к другу, благодаря чему достигается минимальное расстояние «ai (50 мм) между выправляемыми проволоками, так и на любом расстоянии (аа, аз) друг от друга, благодаря чему достигается бесступенчатое регулирование расстояния между проволоками.
Формула изобретения
Устройство для правки проволочной арматуры, содержащее последовательно установленные на станине и сопряженные с ней направляющими обоймы, несущие роликовые правильные узлы, отличающееся тем,что, с целью обеспечения возможности регулирования межцентрового расстояния между правильными узлами, каждая обойма сопряжена с направляющими с двух диаметрально противоположных сторон, причем на одной стороне каждой обоймы, обращенной к направляющей, выполнен Г-образный выступ, в котором размещен регулировочный элемент, упирающийся в боковую грань направляющих, а на другой стороне обоймы--прилив, в котором расположен захват с винтовым приводом, взаимодействующий с нижней гранью направляющей.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения возможности правки в двух плоскостях, опорные поверхности обойм установлены под углом 45° к осям роликов правильных узлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| МАШИНА ДЛЯ ОБРЕЗКИ БОТВЬ[ И КОРНЕЙ ПЛОДОВ РАСТЕНИЙ, НАПРИМЕР ЛУКА | 1969 |
|
SU239164A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Роторный гвоздильный автомат | 1986 |
|
SU1423237A1 |
-gvwvw
