Изобретенне относится к области станкостроения.
Известен механизм нодачи нрутка для многошниндельного автомата, подающий механизм которого выполнен в виде кулачкового барабана привода подачи прутков, ползунов нодачи, содержащих постоянные кулачки нодачи и державки со сменными кулачками подачи, и привода многонозиционной подачи с упорами.
Недостатком известного механизма подачи прутка является отсутствие раздельной регулировки длины нодачи прутка до упора но позициям, а также невозможность достиження значительной точности линейных размеров, особенно при обработке деталей большой длины.
Предлагаемый механизм отличается от известного тем, что с целью нолучения регулируемых подач прутка в различных позициях обработки длинных деталей на каждом ползуне подачи выполнены два паза, причем в одном из них закреплен постоянный кулачок подачи, а Б другом установлена державка, на которой с возможностью неремещения установлен сменный кулачок подачи.
Кроме того, для улучшения центрирования прутка на упоре после подрезки торца на рабочей поверхности унора выполнены лве взаимно перпендикулярные канавки, образующие при пересечении выемку.
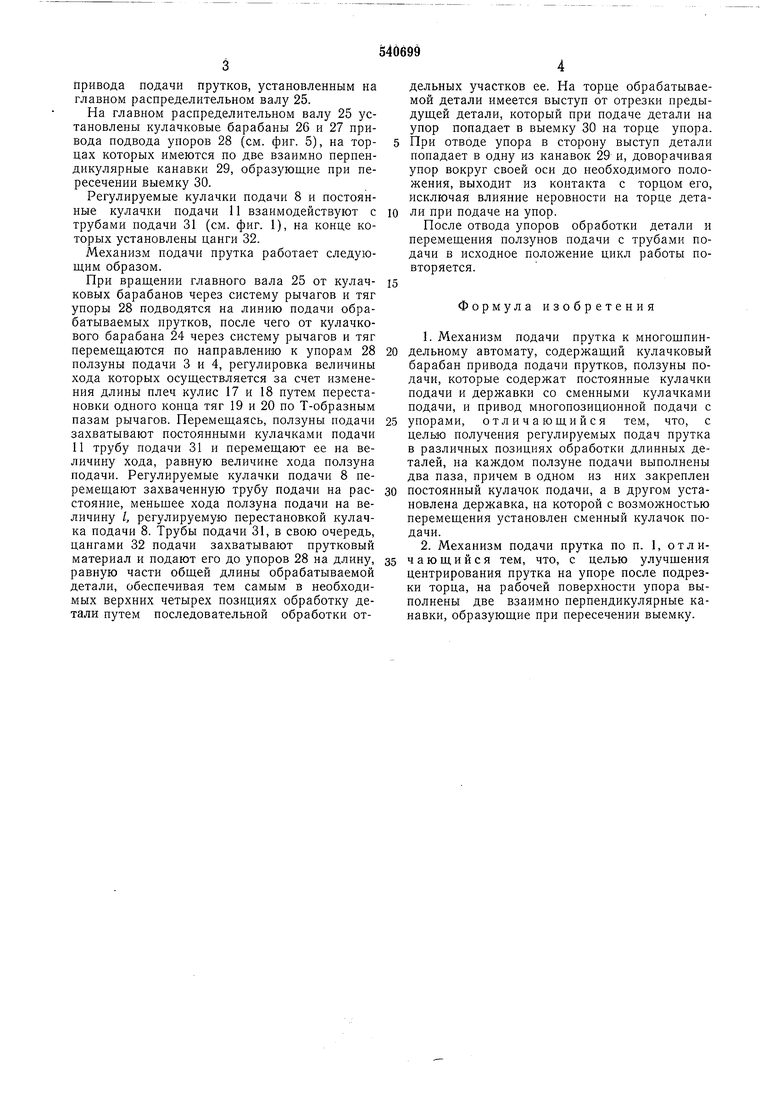
На фиг. 1 показана кинематнческая схема предлагаемого механизма нодачи прутка в
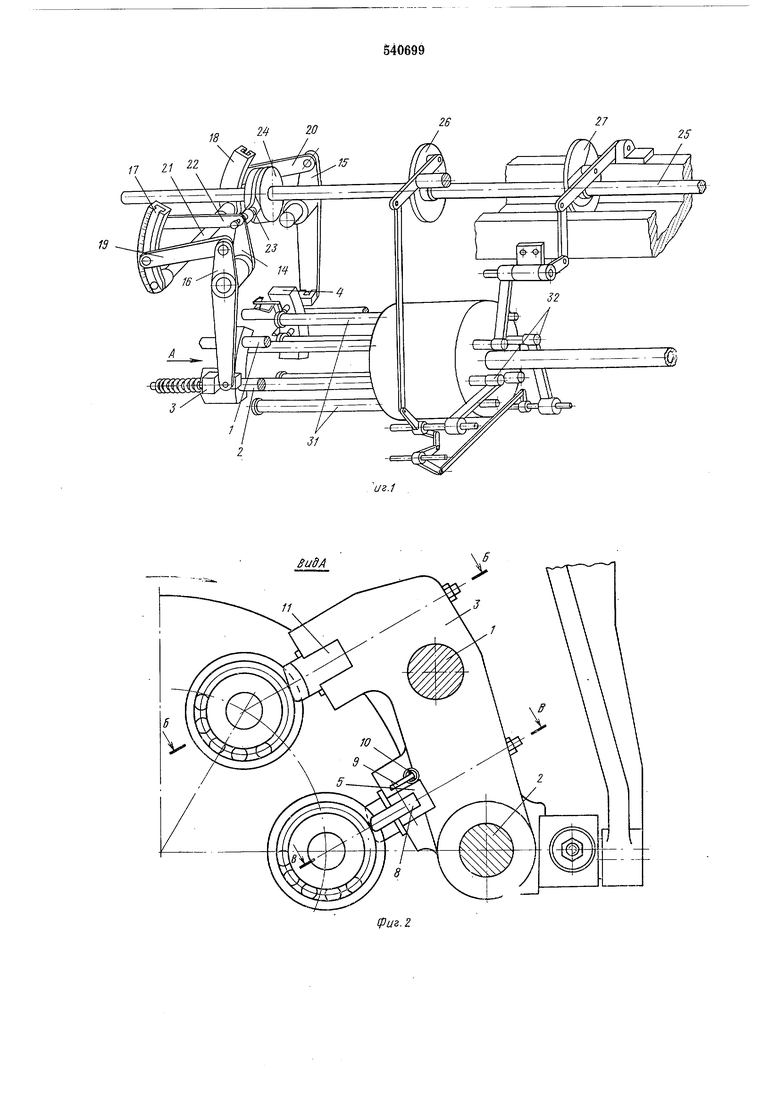
изометрии; на фиг. 2 - вид но стрелке А на фиг. I; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - разрез но В-В на фиг. 2; на фиг. 5 - вид на упор материала в разрезе; на фиг. 6 - вид по стрелке Г на фиг. 5.
Механнзм нодачи прутка состоит из двух установленных подвижно на осях направляющих 1 н 2, ползунов нодачи 3 и 4 с назами, в которые установлены державкн 5 (см. фиг. 4), закрепленные неподвижно на ползунах подачи втулкой 6 и винтом 7.
Державки 5 содержат регулируемые кулачки подачи 8, подвижно связанные с державкой осью 9 н нружнной 10 и имеющие возможность нерестановки па расстояние / по отношению к
ностоянным кулачкам подачн 11, подвижно связанным с нолзунами подачи 3 и 4 тягой 12 и 13.
Величина хода ползунов нодачи 3 н 4 регулируется с помощью рычагов 14,- 15 и 1G
(см. фиг. 1), дугообразных кулис 17, 18 н тяг 19, 20. Кулисы 17 и 18 установлены подвижпо на концах поперечного вала 21, который установлен неподвижно. Кулисы 17 и 18 соединены с тягой 22, взаимодействующей через палец 23 рычага 14 с кулачковым барабаном 24
привода подачи прутков, установленным на главном распределительном валу 25.
На главном распределительном валу 25 установлены кулачковые барабаны 26 н 27 привода подвода упоров 28 (см. фиг. 5), на торцах которых имеются по две взаимно перпендикулярные канавки 29, образующие при пересечении выемку 30.
Регулируемые кулачки подачи 8 и постоянные кулачки подачи 11 взаимодействуют с трубами подачи 31 (см. фиг. 1), на конце которых установлены цанги 32.
Механизм подачи прутка работает следующим образом.
При вращении главного вала 25 от кулачковых барабанов через систему рычагов и тяг упоры 28 подводятся на линию подачи обрабатываемых прутков, после чего от кулачкового барабана 24 через систему рычагов и тяг перемещаются по направлению к упорам 28 ползуны подачи 3 и 4, регулировка величины хода которых осуществляется за счет изменения длины плеч кулис 17 и 18 путем перестановки одного конца тяг 19 и 20 по Т-образным пазам рычагов. Перемещаясь, ползуны подачи захватывают постоянными кулачками подачи 11 трубу подачи 31 и перемещают ее на величину хода, равную величине хода ползуна подачи. Регулируемые кулачки подачи 8 перемещают захваченную трубу подачи на расстояние, меньщее хода ползуна подачи на величину /, регулируемую перестановкой кулачка подачи 8. Трубы подачн 31, в свою очередь, цангами 32 подачи захватывают прутковый материал и подают его до упоров 28 на длину, равную части общей длины обрабатываемой детали, обеспечивая тем самым в необходимых верхних четырех позициях обработку детали путем последовательной обработки отдельных участков ее. На торце обрабатываемой детали имеется выступ от отрезки предыдущей детали, который при подаче детали на упор попадает в выемку 30 на торце упора. При отводе упора в сторону выступ детали попадает в одну из канавок 29 и, доворачивая упор вокруг своей оси до необходимого положения, выходит из контакта с торцом его, исключая влияние неровности на торце детали при подаче на упор.
После отвода упоров обработки детали и перемещения ползунов подачи с трубами подачи в исходное положение цикл работы повторяется.
Формула изобретения
1.Механизм подачи прутка к многощпиндельному автомату, содержащий кулачковый
барабан привода подачи прутков, ползуны подачи, которые содержат постоянные кулачки подачи и державки со сменными кулачками подачи, н привод многопозиционной подачи с
упорами, отличающийся тем, что, с целью получения регулируемых подач прутка в различных позициях обработки длинных деталей, на каждом ползуне подачи выполнены два паза, причем в одном из них закреплен
постоянный кулачок подачи, а в другом установлена державка, на которой с возможностью перемещения установлен сменный кулачок подачи.
2.Механизм подачи прутка по п. 1, отличающийся тем, что, с целью улучщения
центрирования прутка на упоре после подрезки торца, на рабочей поверхности упора выполнены две взаимно перпендикулярные канавки, образующие при пересечении выемку. 24 20
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический восьмишпиндельный токарный станок для прутковых работ с кулачковым управлением | 1959 |
|
SU133732A1 |
| ДОЛБЕЖНОЕ УСТРОЙСТВО | 1973 |
|
SU373097A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| Автомат для изготовления выводов полупроводниковых резисторов | 1970 |
|
SU494779A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Эксцентриковый пресс | 1976 |
|
SU651681A3 |
в-в
Фиг. 3
, Vus.ff
видГ
fpuz.6
