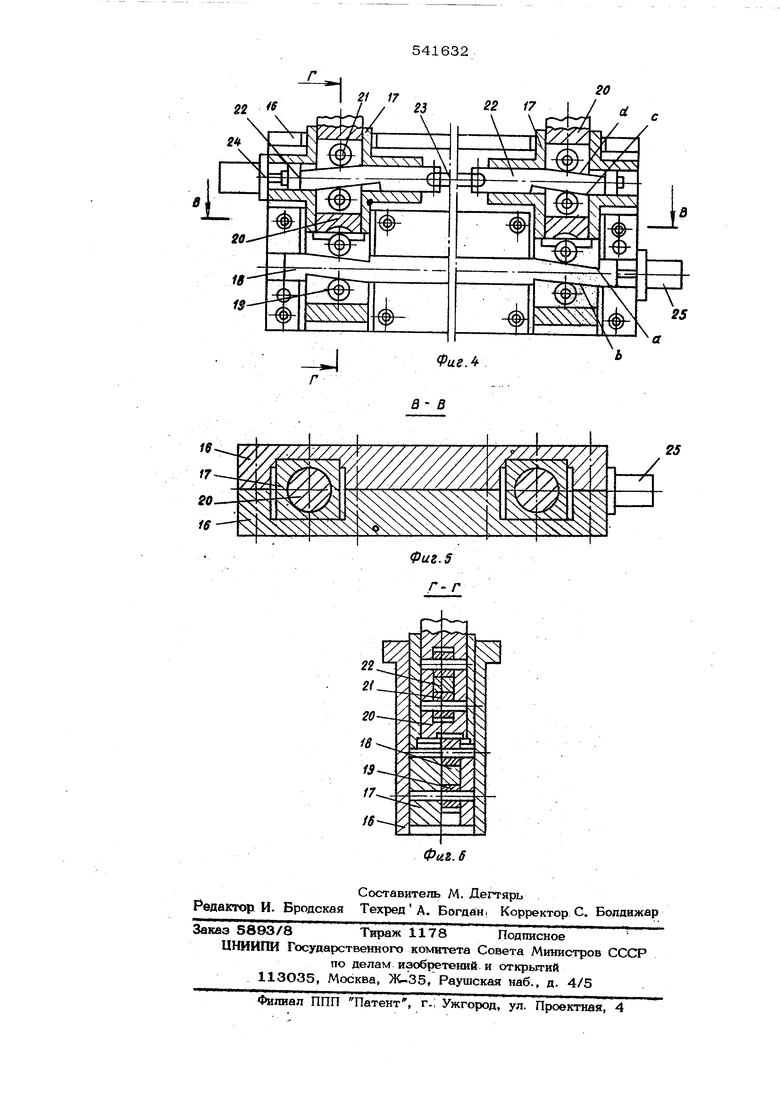
(54) УСТРОЙСТВО;ДЛЯ ОРИЕНТАЦИИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ ОТНОСИТЕЛЬНО ИНСТРУМЕНТА вращательное и поступательное движения в вертикальной плоскости VOZ- Люлька 6 с помошью ползуна 9 соединена с гидроцилиндром 10, сообщающим ей врашательное движение, а с помощью накладки 11с круговым Т-образным пазом - с гидроцилинд{DOM 12, сообщающим ей поступательное Йвижение. Ползун 9, размещающийся в направляющих -13 каретки-вертушки 3, имеет nifne{эечный вертикальный паз 14, посредством которого он соединяется с цилиндрическим папь Цем 15, вмонтированным в корпус привода 7. Каждый из приводов 4 и 7 состоит из разъемного корпуса 16, в поперечных пазах кото рого располагаются два толкателя 17. В про дольном пазу корпуса 16 размещен клин 18 с одинаково направленными по концам параллельными скосами айв, контактирующими с роликами 19 толкателей 17. В цилиндрических расточках толкателей 17 установлены толкатели 2О, которые через ролики 21 контактируют с вмонтированными в толкателях 17 клиньями 22 с разнонаправленными по концам параллельными скосами с и d. Клинья 22 соединены между собой с помощь серьги 23 и приводятся от гидроцилиндра 24 сообщающего вращательное движение и закрепленного на левом толкателе 17. Клин 18 приводится от гидроцилиндра 25, сообщающе го поступательное движение и закрепленного на корпусе 16. Толкатели привода 7 с помо шью щарниров 26 и 27 соединены со столом несущим обрабатываемую деталь. Через эти шарниры передается движение столу в вертикальной плоскости YOZ-Для крепления стол с обрабатываемой деталью к основанию 1 служит механизм фиксации 28. Устройство для ориентации работает следующим образом. В процессе установки стола 8 с обрабатываемой деталью относительно режущего инструмента механизмы ориентации перемещаются при помощи своих, приводов, получающих командь от оптимизатора положения обрабатьшаембйДетали (не изображен). ч -... Для сообщения столу 8 с обрабатываемой поступательного перемещения вдоль оси X включается гидроцилиндр 25 привода 4, который перемешает клин 18 вправо или влево. При этом скосы айв воздействуют на толкатели 17, сообщая им синхроннЬе движение в одном направлении на плоскйх направляющих 2. Вращательное движение стола вокруг оси У на тех же направляющих 2 осуществляется при включении гидроцилиндра 24, который перемещает клинья 22 вправо или влево. При этом скосы cad воздействук.Т на толкатели 20, сообщая им синхронное движение в разных направлениях, чем обеспечивается вращательное движение стола с обрабатываемой деталью соответственно против часовой стрелки либо по часовой стрелке. Поступательное стола 8 вдоль оси У и вращательное движение вокруг сои в вертикальной плоскости YOZ осущестляются от привода 7 аналогично описанноу. Направляющими в данном случае служат оответственно толкатели 17 и 20. Для осуществления поступательного двиения стола 8 вдоль оси Z включается гидоцилиндр 12, щток которого через накладку 11 перемещает люльку 6 и связанный с ей стол 8 на цилиндрических направляюих 5. Вращательное движение стола 8 вокруг оси Ъ осуществляется при включении гидроцилиндра 1О, сообщающего движение ползуну9, который, перемещаясь в направляющих 13, пазом 14 увлекает палец 15, а, следователь6 и стол 8, но, корпус 16, люльку Перемещения обрабатываемой детали по всем направлениям происходят независимо и одновременно. Установленный в оптимальное положение стол с заготовкой фиксируется с помощью механизма 28. Формула изобретения 1. Устройство для ориентации обрабатываемой детали относительно инструмента, содержащее размещенные на основании один над другим механизмы ориентации, число которых зависит от числа степеней свободы, а пос- ледний соединен со столом, несушим обраба- |тываемую деталь, отличающееся тем, что, с целью пбвьайения жесткости конструкции и сокращения ее .тов, механизмы ориентации nonapiro еовиещеяы и установлены на общих направлй}ашх,. каДцьЙ с при водом, вьшолненным, -например; зв виде размещенных один под другйМ; Й1рйводных клиньев, один из которых- имеет с вбоих концов |рааюнаправленньге, а другой равнонаправлен;ные параллельные скосы, взаимодействующие соответственно с роликами внутренних и наружных, телескопически сопряженных и размещенных в корпусе привода, толкателей, причем последние служат направляющими для следующей пары механизмов ориентации. 2. Устройство по п. 1, о т л и ч а ющее е с я тем, что, с целью обеспечения постоянного контакта клиньев с роликами тол:кателей, клин с разнонаправленными скосами выполнен из двутс частей, соединенных посредством серьги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1986 |
|
SU1393596A2 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Станок-полуавтомат для обработки базовых поверхностей | 1969 |
|
SU294433A1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
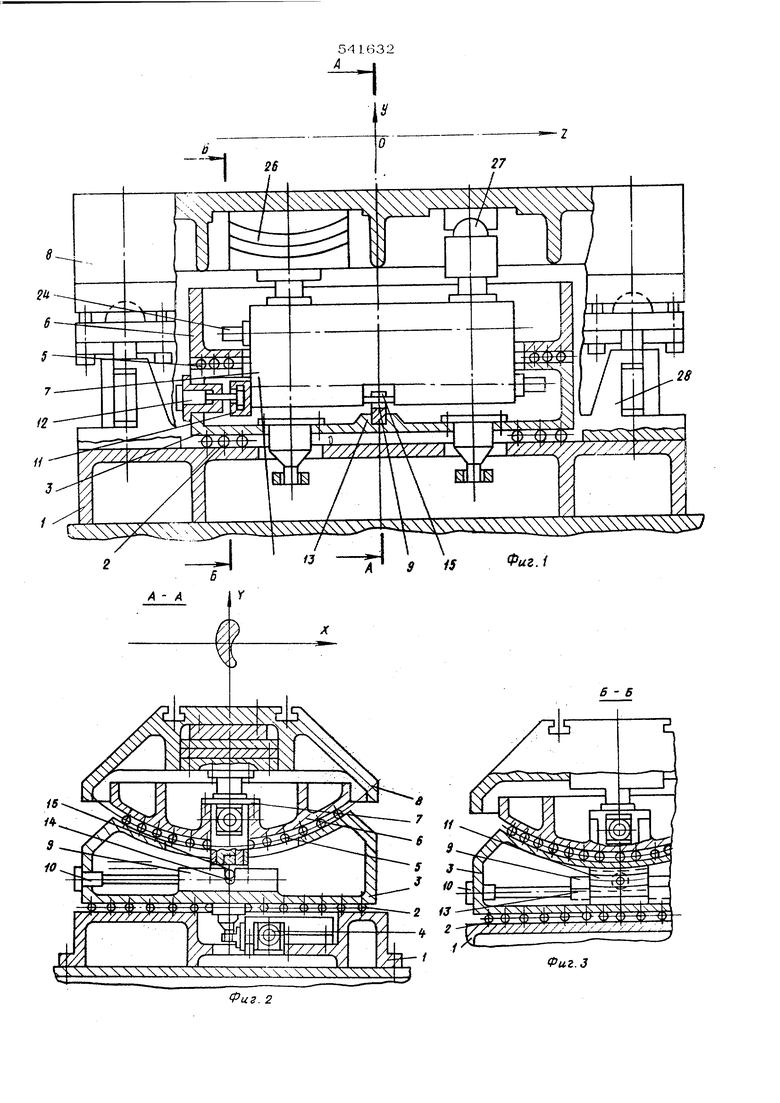
Фиг. 2
