(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ МЕТАЛООБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ Л1ЕТАЛЛООБРАБОТКИ | 1972 |
|
SU323252A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |
| Приемо-передаточное устройство и транспортно-накопительная система поточной линии | 1983 |
|
SU1180232A1 |
| Поточная линия для раскроя листов | 1981 |
|
SU996121A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306001A1 |
| Приемно-передаточное устройство для линии металлообработки | 1984 |
|
SU1192946A1 |
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
1
Изобретение относится к машиностроению и может быть использовано при создании автоматизированных линий.
Известна поточная линия с тележкой, перемещающейся по проложенным на полу рельсам и снабженной подъемной платформой с приводными рольгангами. По обе стороны рельсового пути против рабочих мест расположены приемно-передаюище рольганговые столы,
Недостатком известной линии является наличие на рабочих местах, приемно-передающих столов с рольгангами, расположенных по обе стороны рельсового пути, и приводного рольганга на подъемной платформе тележки, который передает тару на столы. Это ъеа&т к увеличению транспортных средств и производственной плошади. Недостатком также является аккумуляторное питание тележки и передача команд гибким кабелем.
С целью упрощения конструкции и экономии производственной площади в предлагаемой поточной линии трасса движения рельсовой тележки вместе с троллеями пита
ния и электропроводами управления расположена внутри каркаса, снабженного сверху в зоне рабочих позиций откидными опорами для перегружаемой тары, а на тележке смонтированы гидротолкатели, взаимодействующие с указанными опорами в верхнем положении стола.
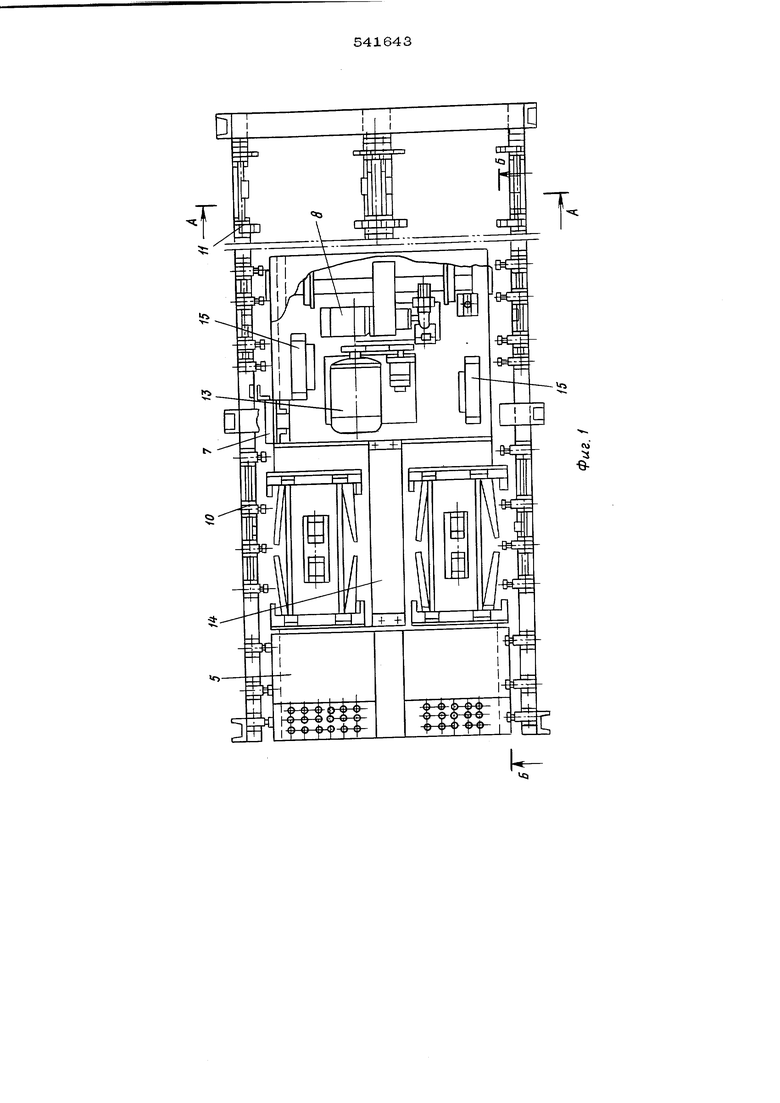
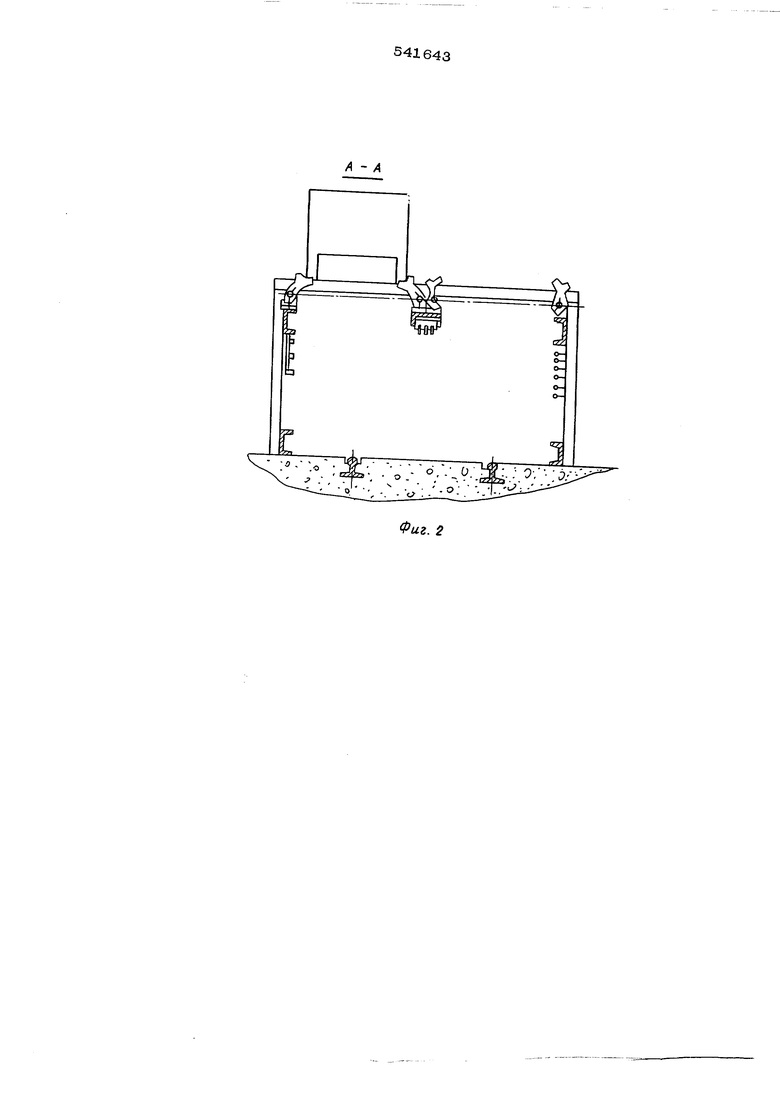
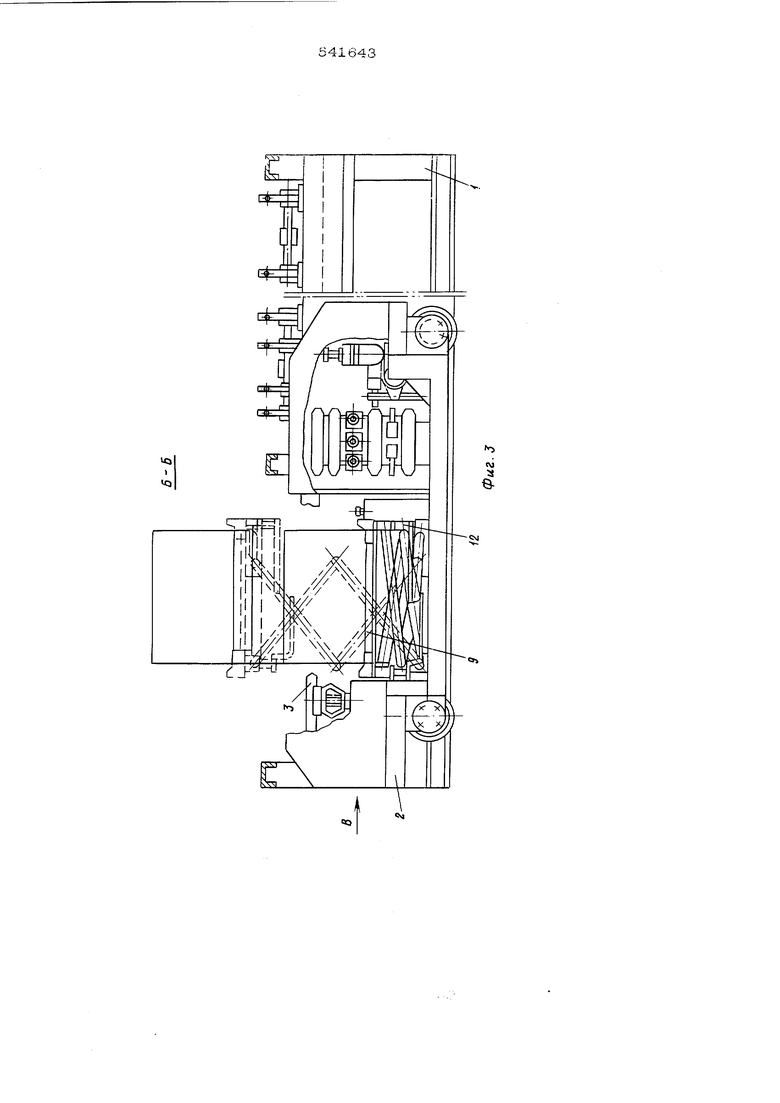
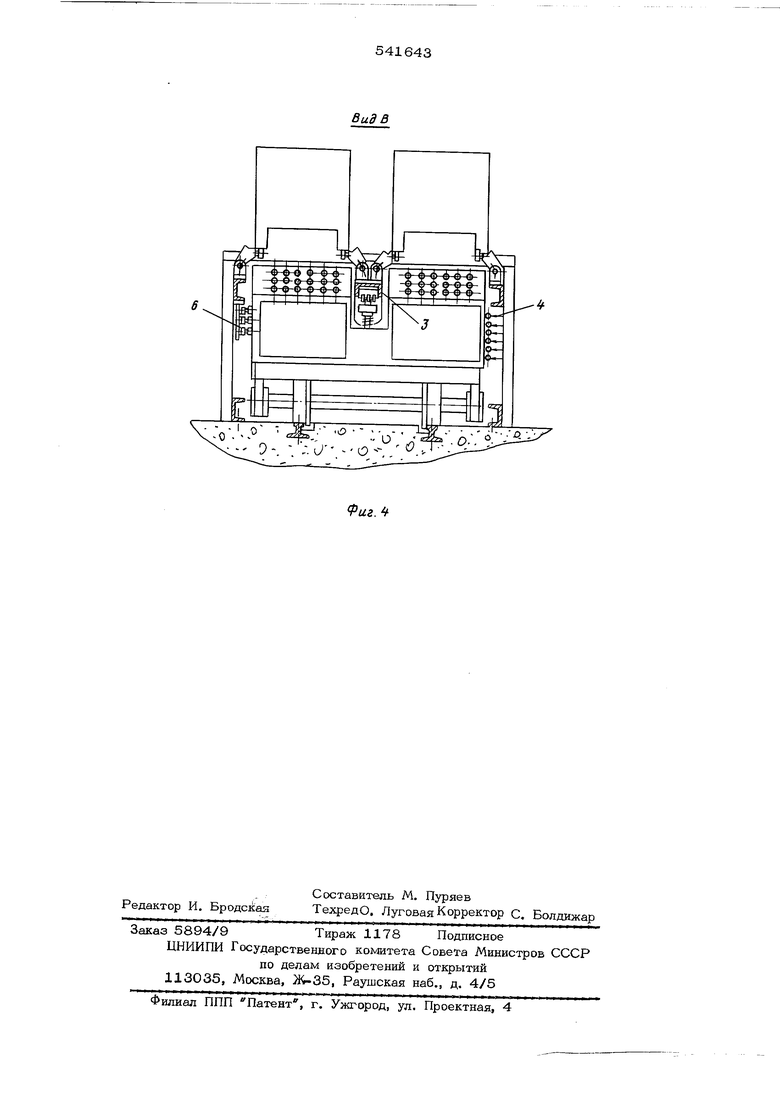
На фиг, 1 показана предлагаемая проточная линия, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1; на фиг, 3 - разрез по Б-Б на фиг 1; на фиг. 4 - вид по стрелке Б на фиг, 3,
Линия состоит из каркаса 1, размещенного вдоль пролета, и приводной тележки 2, перемещающейся по трассе, расположенной внутри каркаса 1. Троллеи 3, смонтированные внутри каркаса 1, служат для электропитания тележки 2, а троллеи цетш. управления 4 - для передачи команд в пульт 5 управления, которые могут быть набраны непосредственно и на пульте 5. Внутри каркаса 1, против каждой рабочей позиции, установлелены блоки кулачков 6, взаимодействуя с которыми механизм 7 счета импульсов и точной остановки производит отсчет позиции. и в случае перебега заданной позиции включается реверс двигателю перемещения тележ ки 2. Привод 8 служит для перемещения тележки, которая имеет две скорости: транспортную и установочную. Подъемные столы 9 предназначены для установки тары с заготовками на откидные опоры 10 с роликами на загрузочной позиции или откидные опоры 11 без роликов на рабочих позициях или снятия с них. Откидные опоры. 10 и 11 установлены сверху каркаса 1. На подъемных столах 9 находятся гидротолкатели 12, предназначенные для отвода опор 10 или 11 из-под тары при разгрузке или для их подвод под тару при загрузке позиции. Насосная установка 13 служит для подачи масла из бака 14 в гидропанели 15. Устройство работает следующим образом Программа задается на пульте 5 тележки 2. При движении тележки 2 с тарой внут ри каркаса 1 механизм 7 счета импульсов и точной остановки, взаимодействуя с установленными на каждой рабочей позиции кулачками 6, производит отсчет позиций. Перед заданной позицией транспортная скорость переходит на малую установочную. При перебеге заданной позиции, для точной остановки, дается реверс приводу 8 перемещения. По заданной программе поднимается тот или другой подъемный стол 9. При уст новке тары опоры 10 или 11 гидротолкатели 12 подводят их под тару, если ее снять, то отводят тары. При этом стол 9 поднимает тару выше опор 10 или 11 для возможности их подвода или отвода. Если загружается рабочая позиция, то при опускании стола 9 тара остается на опорах 10 или 11. При разгрузке рабочей позиции опоры 10 или 11 отведены из-под тары, CTcai 9 опускается в нижнее попож&ние с тарой; включается привод 8 тележки 2 и она перемещается внутри каркаса 1 на заданную позицию. После выполнения программы тележка 2 возвращается в исходное положение. Формула изобретения Поточная линия для металлообработки с перемещаемой по программе между рабочими ПОЗИ1ЩЯМИ и складом рельсовой тележкой, снабженной столами для подъема транспортируемых в таре деталей, отличающаяся тем, что, с целью упрощения конструкции и экономии производственной площади, трасса движения тележки расположена внутри каркаса, снабженного сверху в зоне рабочих позиций откидными опорами для перегружаемой тары, взаимодействук щими в верхнем положении стола с установленными на тележке гидротолкателями.
Э
ш ---v%
Фиг. 2
00
игЛ
