КОБОЙ поаиции, а также поворот рычага 5 на деталь контролируется конечным выключателем. 16 с экраном 17. Работа осуществляется следующим образом. Обрабатываемая деталь 2 перемещается по планкам 1 транспортерной штангой 3 с жесткими собачками 4, При поступлении обрабатываемой детали на стыковую позицию секций рычаг 8 поднимается от воздействия на него движущейся детали 2 и освобождает двуплечи рычаг 5, который под действием пружины кручения 13 стремится повернуться на деталь относительно оси транспортной штанги 3. Таким, образом, деталь 2 оказывается охваченной .транспортной собачкой и пле чом 6 двуплечего рычага 5 с зазором 1 м После перемещения обрабатывавNJBIX де талей на шаг транспортная штанга 3 поворачивается собачками 4 от деталейг воз врашается в исходное положение и опять поворачивается собачками на деталь. При повороте транспортной щтанги соба ками 4 от детали концевой двуппечий рычаг 5 под действием штифта 11 также по ворачивается от детали, причем в исходном, положении транспортера этот рычаг удерживается от поворота на деталь рычагом 8, который под действием собственного веса и пружины 14 занимает нижнеее положение, упираясь в упор 15. При этом происходит закручивание пружины 13, которая поворачивает двуплечий рычаг 5 на деталь. Затем цикл повторяется в том же порядке. Предложенная секция штангового транспортера позволяет значительно повысить точность захвата обрабатываемой детали на стыковой позиции автоматической линии исключая возможность отрьша обрабатываемых деталей от транспортных собачек при транспортировке с большими скоростяуяа изобретения Секция штангового транспортера автоматической линии металлорежущих станков, штанга которой снабжена концевым подпружиненным рычагом, отличающаяся тем, что, с целью повышения точности захвата обрабатываемой детали, концевой рычаг выполнен двуплечим и установлен на торце штанги с возможностью поворота относительно его оси.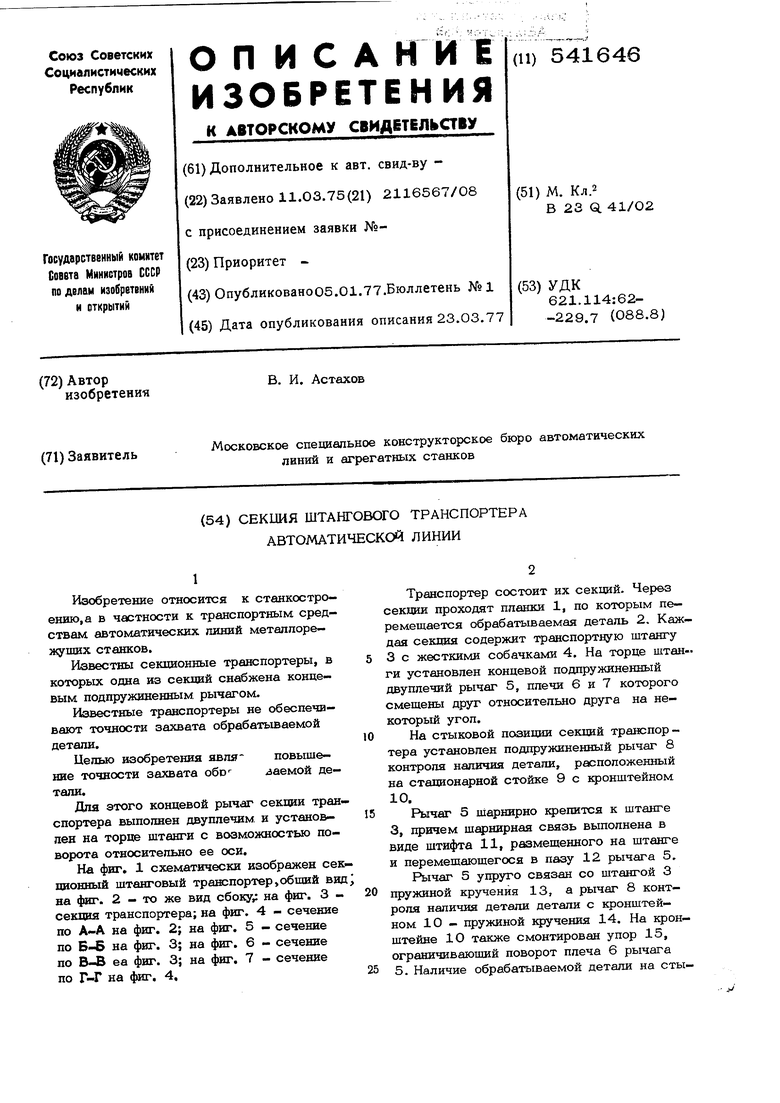
| название | год | авторы | номер документа |
|---|---|---|---|
| Секция штангового транспортераАВТОМАТичЕСКОй лиНии | 1979 |
|
SU841919A2 |
| Секция штангового конвейера | 1978 |
|
SU831679A1 |
| Устройство для кантования обрабатываемых деталей на конвейере | 1987 |
|
SU1537623A1 |
| Транспортное устройство автоматических линий | 1982 |
|
SU1033405A1 |
| Автоматическая линия спутникового типа | 1982 |
|
SU1013216A1 |
| Автоматическая фрезерная линия для двухсторонней механической обработки деталей | 1983 |
|
SU1174231A1 |
| Кантователь | 1973 |
|
SU510285A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Многопозиционный сверлильный автомат | 1977 |
|
SU663499A1 |
| Многопозиционный сверлильный автомат | 1978 |
|
SU774819A1 |


U2.1
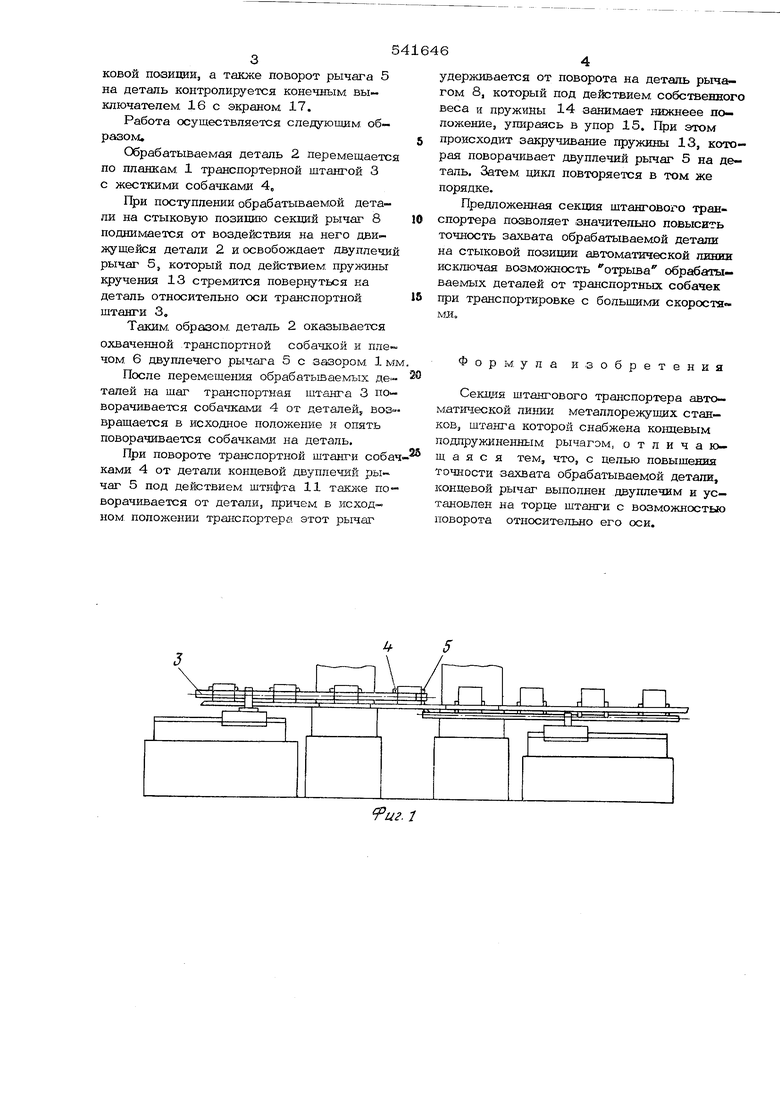
иг-2 А-А
/J
иг.
