4
ю
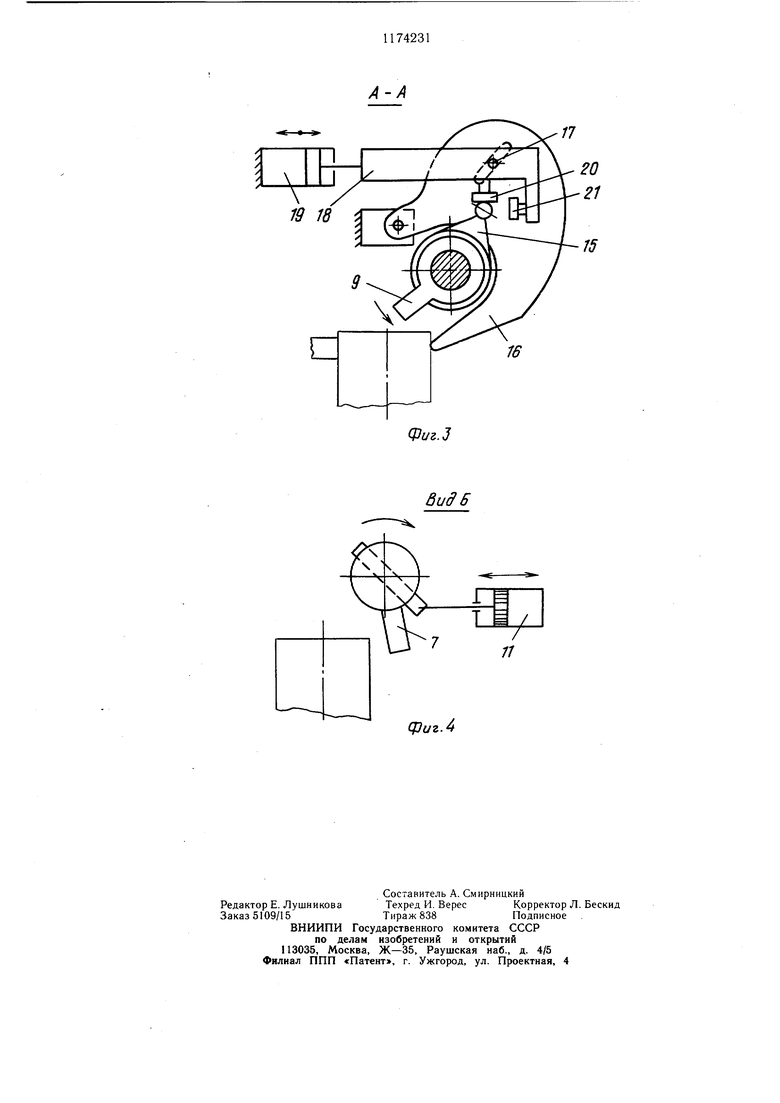
00 Изобретение относится к станкостроению и представляет собой фрезерную автоматическую линию со сквозным проходом деталей через приспособления станков и перемещением фрезерной бабки в процессе рабочей подачи. Линия предназначена для двухсторонней механической обработки деталей типа головки цилиндра, имеющих поверхность для захвата транспортируюп1,ими упорами. Цель изобретения - упрощение конструкции щтангового транспортера, обеспечивающего работу линии. Упрощение конструкции транспортера позволяет одновременно увеличить жесткость штанг и снизить металлоемкость липии в целом. На фиг. 1 изображена схема предлагаемой линии, вид в плане; на фиг. 2 - секция щтангового транспортера, поворачивающаяся от привода зажима приспособления; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - вид Б на фиг. 1. Фрезерная автоматическая линия для двухсторонней обработки деталей содержит установленные по ходу технологического процесса станки 1-5, связанные между собой секционным щтанговым транспортером, состоящим из секций со штангами 6 с основными транспортирующими упорами 7 и щтангамй 8 с дополнительными упорами 9. Штанги 6 и 8 связаны с приводом продольного перемещения 10, а щтанги 6, кроме того, связаны с приводом поворота 11. Штанга 8 представляет собой втулку с шпонкой 12. Штанга-втулка 8 сидит на оси 13, соединяющей штанги 6, расположенные по обе стороны от нее. Штанга 8 охватывается разрезной втулкой 14, выполненной с пазом под щпонку 12 и снабженной упором 15. Втулка 14 установлена на приспособлении для зажима детали, на котором также закреплены рычаг 16, снабженный пазом. Рычаг 16 через палец 17 тяги 18 взаимодействует с гидроцилиндром 19 зажимного механизма. Тяга 18 снабжена упорами 20 и 21. Обрабатываемая на транспортере деталь обозначена позицией 22. Транспортер работает следующим образом. Деталь 22 поступает на транспортер линии. После обработки детали на станке 1 штанга 6 транспортирующими упорами 7 перемещает деталь 22 на промежуточную позицию между станками 1 и 2. Далее упоры 7 поворачиваются от детали и штанги секций возвращаются в исходное положение. При следующем ходе транспортера деталь 22 с промежуточной позиции перемещается в приспособление станка 2. В этот момент от гидроцилиндра 19 тяга 18 перемещается (на фиг. 3 вправо) и при взаимодействии пальца 17 с пазом на рычаге 16 последний поворачивается и зажимает деталь 22 в приспособлении. При этом тяга 18 через упор 20 наезжает на упор 15 втулки 14 и поворачивает ее. Втулка 14 через шпонку 12 передает крутящий момент на штангу-втулку 8 и соответственно на транспортные упоры 9. Упоры 9 отводятся от детали 22 в момент ее зажима в приспособлении. Далее деталь 22 обрабатывается на станке 2, а щтанги возвращаются в исходное положение. После обработки детали 22 тяга 18 гидроцилиндром 19 перемещается в противоположную сторону (на фиг. 3 влево), упор 20 съезжает с упора 15, а упор 21 наезжает на упор 15 и поворачивает его с втулкой 14 против часовой стрелки, накидывая упоры 9 на деталь. Происходит одновременно отжим детали в приспособлении и накидывание дополнительных упоров 9. Далее щтанги перемещаются на шаг вперед, обработанная на станке деталь 22 передается на промежуточную позицию между станками 2 и 3, а с .нее - в станок 3. После обработки на станке 3 деталь передается на станок 4 с участием штанги 8 с дополнительными упорами 9 аналогично передаче деталей со станка 1 на станок 2. .m
77
r$
W
Фиг.З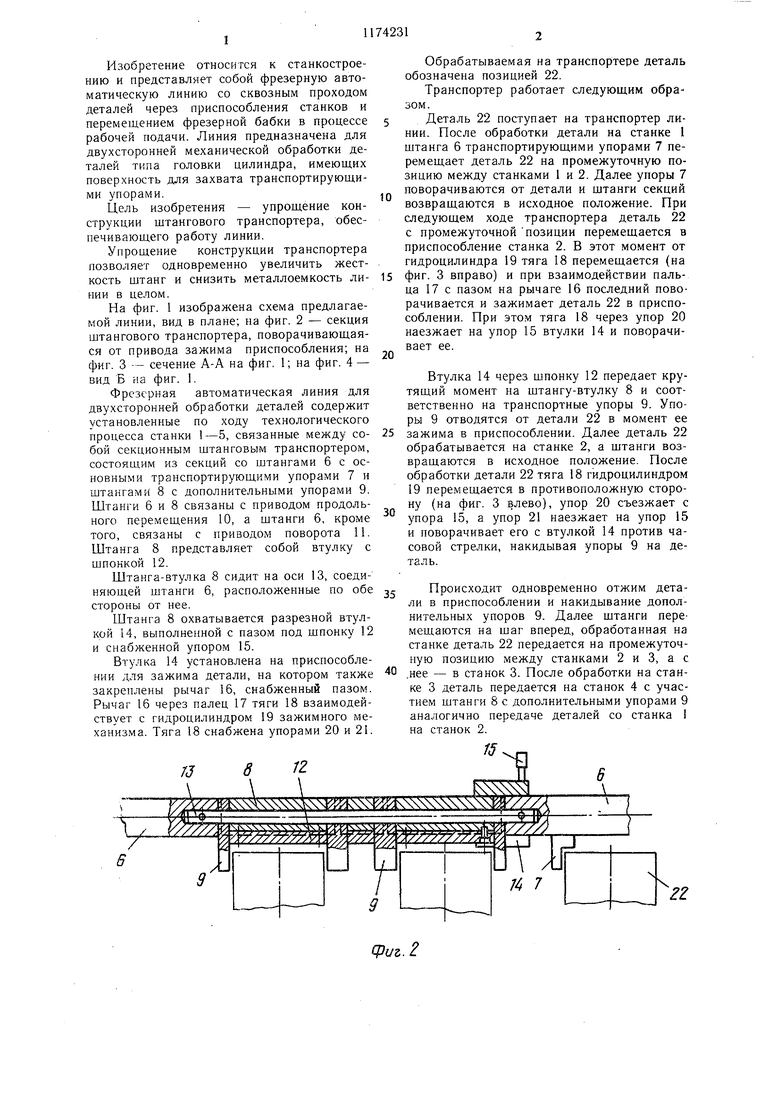
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ | 1972 |
|
SU426799A1 |
| Автоматическая линия | 1979 |
|
SU831541A1 |
| Автоматическая линия для обработки деталей типа картеров ведущих мостов автомобилей | 1987 |
|
SU1602696A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Секция штангового конвейера | 1978 |
|
SU831679A1 |
| Станок для монтажа секций механизированной крепи и конвейера | 1982 |
|
SU1084455A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
АВТОМАТИЧЕСКАЯ ФРЕЗЕРНАЯ ЛИНИЯ ДЛЯ ДВУХСТОРОННЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, состоящая из установленных по ходу технологического процесса агрегатных станков с приспособлениями для зажима деталей, связанных между собой штанговым транспортером, выполненным в виде секций штанг с жесткими упорами для захвата деталей и приводов поворота и зажима деталей, отличающаяся тем, что, с целью упрошения конструкции, штанга по крайней мере одной из секций выполнена в виде втулки, установленной с возможностью поворота на оси, закрепленной в штангах предыдущей и последующей секций, при этом приспособление для зажима деталей расположено с возможностью взаимодействия с упомянутой штангой посредством дополнительно введенных упоров и рычага, соответственно жестко закрепленных на приспособлении для зажима и втулке, причем последняя установлена с возможностью поворота относительно оси штанги. (Л
| Транспортер | |||
| Ледорезный аппарат | 1921 |
|
SU322A1 |
| Филиал Мое | |||
| СКВ АЛ и АС. | |||
