1
Изобретение относится к металлорежущим станкам и может быть использовано в конструкциях бесцентровых круглошлифовальных станков.
Известные бесцентровые крутлошлифовальные станки имеют либо консольное, либо портальное расположение круга на шпинделе. Станки с портальным расположением круга обладают большей жесткостью и обеспечивают шлифование деталей с получением более высокой точности.
Однако шлифовальные бабки с портальным расположением круга имеет недостаток, заключающийся в том, tiTO в случае замены изношенного круга необходимо снимать со станка весь шпиндельный узел. На шпиндельном узле устанавливают специальное кантовательное приспособление для замены изношенного круга, а для установки и снятия шниндельного узла со станка необходимо применение специального подъемного оборудования.
Цель изобретения - обеспечение удобства при замене изношенных кругов, преимущественно с внутренним диаметром до 163 мм, без снятия шнинделя.
Для этого шлифовальная бабка снабжена силовым элементом, установленным с возможностью контакта с выполненным на торце шпинделя со стороны шкива центровым отверстием и прижимаюшим шкив к корпусу через
введенную в конструкцию бабки самоустанавливающуюся опору.
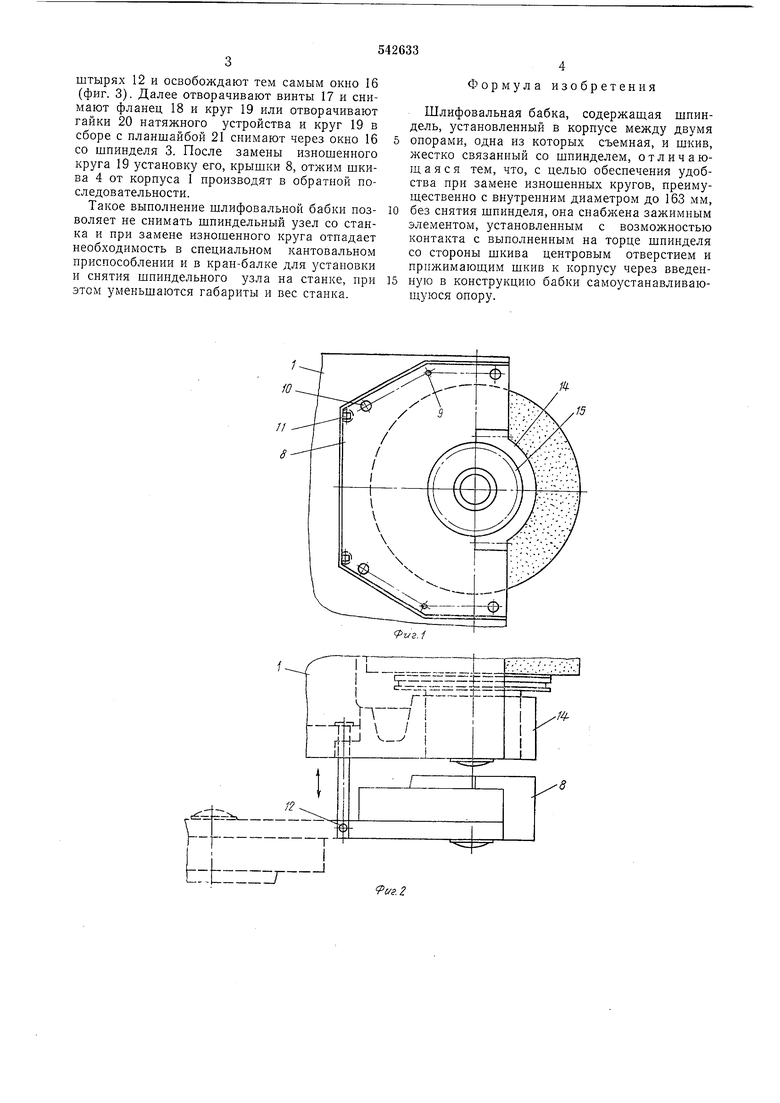
На фиг. 1 изображена предлагаемая бабка, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - щпиндель бабки, продольный разрез.
В корпусе I на подшипниках скольжения 2 (фиг. 3) установлен щпиндель 3. На конце шпинделя 3 жестко установлен шкив 4. Между шкивом 4 и сферическим подпятником 5 выполнен зазор 0,5-1 мм. С корпусом 1 жестко соединен фланец 6, в который ввернут винт с рукояткой 7. Передняя крышка 8 центрируется относительно шпинделя 3 штифтами 9 (фиг. 1) и соединяется с корпусом 1 винтами 10.
В передней крышке 8 предусмотрены нодвижные штыри 11 шарнирно закрепленные штифтами 12 в выполненных в ней пазах.
При замене изношенного круга щпиндель 3 жестко закрепляют на корпусе 1 (фиг. 3), для чего вращают винт с рукояткой 7 до соприкосновения его с центровым отверстием щпинделя 3. При дальнейщем вращении винта шкив 4 через сферический подшипник 5 и фланец 13 прижимается к корпусу 1. Затем отпускают винты крышки 14 стакана 15 (фиг. I и 2), отворачивают винты 10 крыщки 8 и стягивают последнюю на подвижных щтырях 11 со стакана 15 до установленного подвижными щтырями зазора между крышкой 8 и торцом стакана 15. После этого крышку 8 поворачивают на
штырях 12 и освобождают тем самым окно 16 (фиг. 3). Далее отворачивают винты 17 и снимают фланец 18 и круг 19 или отворачивают гайки 20 натяжного устройства и круг 19 в сборе с планшайбой 21 снимают через окно 16 со шпинделя 3. После замены изношенного круга 19 установку его, крышки 8, отжим шкива 4 от корпуса 1 производят в обратной последовательности.
Такое выполнение шлифовальной бабки позволяет не снимать шпиндельный узел со станка и при замене изношенного круга отпадает необходимость в специальном кантовальном приспособлении и в кран-балке для установки и снятия шпиндельного узла на станке, при этом уменьшаются габариты и вес станка.
Формула изобретения
Шлифовальная бабка, содержаш,ая шпиндель, установленный в корпусе между двумя
опорами, одна из которых съемная, и шкив, жестко связанный со шпинделем, отличающаяся тем, что, с целью обеспечения удобства при замене изношенных кругов, преимуП1,ественно с внутренним диаметром до 163 мм,
без снятия шпинделя, она снабжена зажимным элементом, установленным с возможностью контакта с выполненным на торце шпинделя со стороны шкива центровым отверстием и прпжимаюшим шкив к корпусу через введенную в конструкцию бабки самоустанавливаюшуюся опору.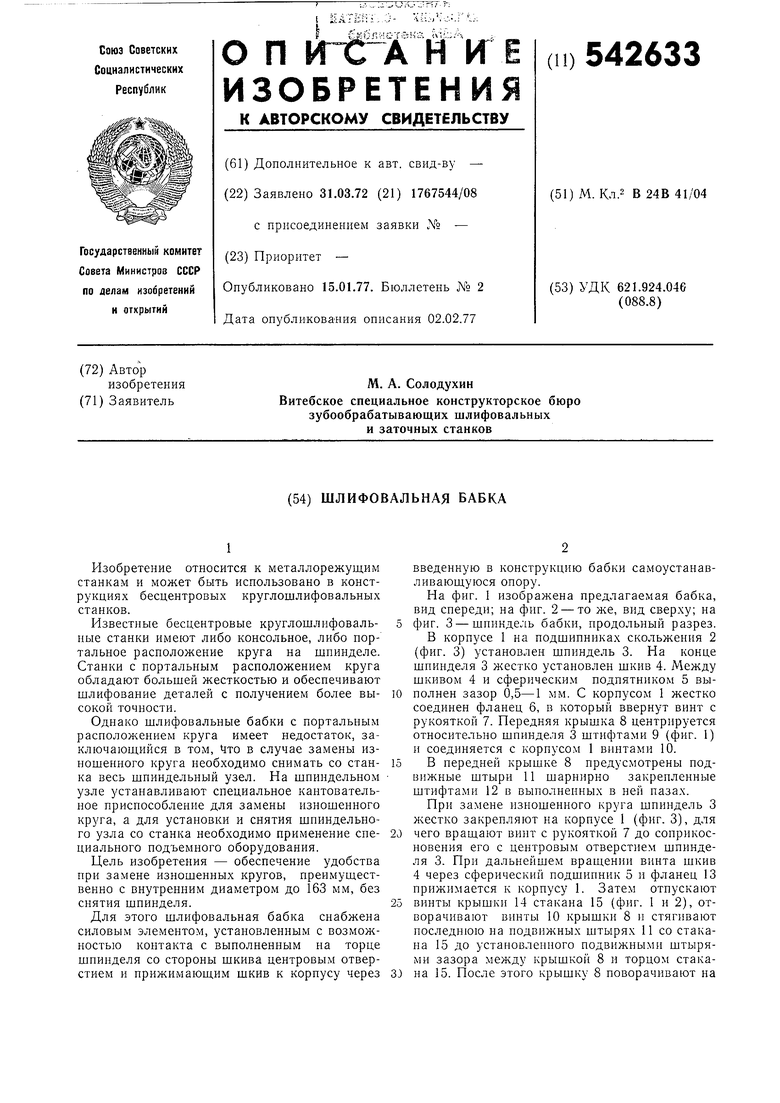
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Устройство для измерения траектории перемещения оси вращения шпинделя | 1985 |
|
SU1301646A1 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| Круглошлифовальный станок | 1974 |
|
SU616114A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 1999 |
|
RU2162788C2 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| УСТРОЙСТВО для ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 1973 |
|
SU385714A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |

/4
/5
.г
