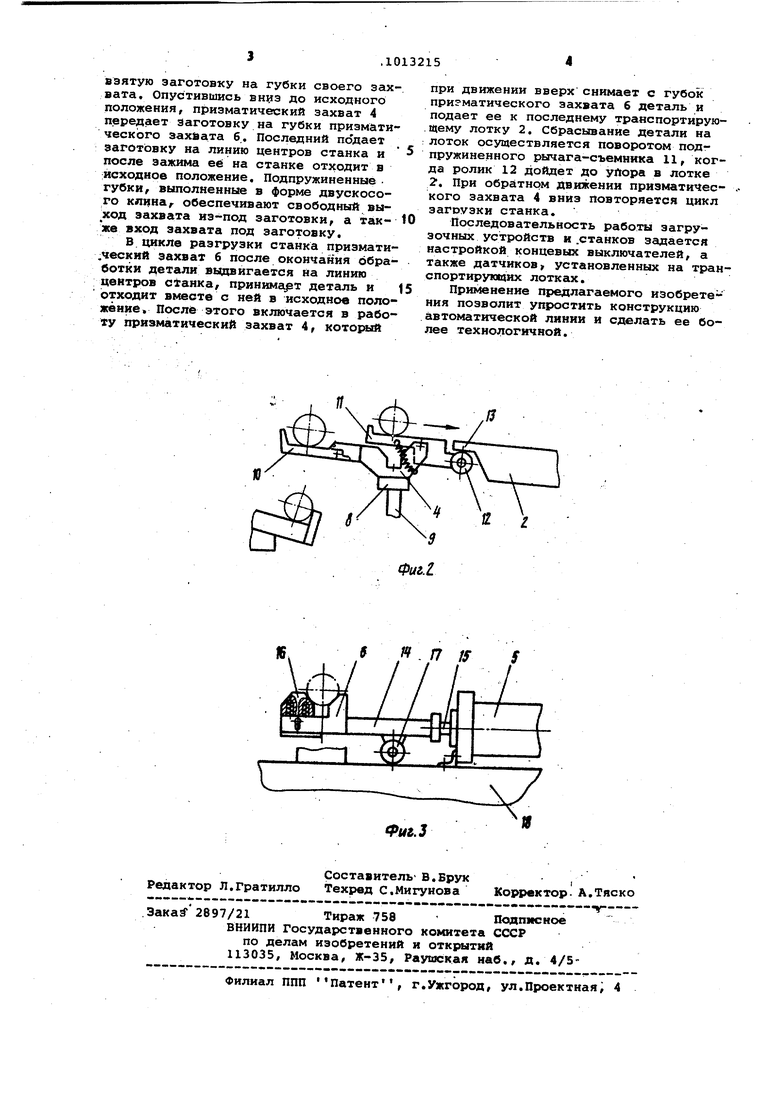
Изобретение относится к машиностроению и может быть использовано Б механообрабатывающем производстве при изготовлении цилиндрических дета лей, например валов. Известна автоматическая линия для механической обработки цилиндрических деталей, содержащая установленные последовательно по ходу технологического процесса металлорежущие станки с горизонтальной осью шпинделя, соединенные между собой продольньвл транспортером в виде секций наклонных лотков, расположенных над станками а напргшляюадих перпендикулярно линии центров станка.и связанных между собой станочными загрузочными устройствгми. Последние содержат средства для вертикального пере, носа деталей от лотков к горизинталь |ным питателям, расположенным на лини центров станка 1 , Недостатком данной линии является конструктивная сложность выполнения средства для вертикального переноса деталей. Целью изобретения является упроще ние конструкции линии. Указанная цель достигается тем, что в автоматической линии для механической обработки цилиндрических де талей, например валов, содержащей ус тановленные последовательно по ходу технологического процесса металлореажущие станки с горизонтальной осью гапинделя, соединенные между собой продольным транспортером в виде секций наклонных лотков, расположенных над станками в направляющих перпендикулярно линии центров станка занных между собой станочными загрузочными устройствами, содержащими средства для вертикального переноса деталей от лотков к горизонтальным питателям, расположенным на линии центров станка, средство для вертикального переноса деталей выполнено в виде призмы с шарнирно установленными на ее губках рычагами. Один рычаг расположен с возможностью взаимо действия с первым по ходу технологического процесса лотком, а другой вы полнен двуплечим, причем одно из его плеч подпружинено, а другое установлено с возможностью взаимодействия с последующим по ходу технологического процесса лотком, снабженным соответствующим упором. На фиг. 1 изображена автоматическая линия; на фиг. 2 - призматический захват вертикального-цилиндра; на фиг. 3 - то же, горизонтального цилиндра. Автоматическая линия (фиг. 1) содержит металлорежущие станки 1 с горизонтальной осью шпинделя, расположенные последовательно по ходу техно логического процесса, наклонные потки 2, установленные над станками/ станочные загрузочные устройства, содержащие средства для вертикального переноса деталей, выполненных в виде вертикального цилиндра 3 с призматическим захватом 4 и предназначенные для переноса деталей от лотков 2к горизонтальному питателю, включающему установленные на горизонтальном цилиндре 5 призматические захваты б. В состав автоматической линии также Входит накопитель 7 деталей, элементы системы управления в виде концевых выключателей, а также датчики, установленные в конце и начале каждого лобгка. Призматический захват 4 вертикального цилиндра (фиг. 2) состоит из двух призм, установленных на общей траверсе 8, связанной со штоком 9. На левых губках каждой из призм щарнирно установлены рычаги-съемники 10, а на правых губках призм шарнирно ус1тановлены двуплечие рычаги-сбрасыватели 11, одно плечо которых йодпружинено, а на втором плече установлены ролики 12, взаимодействующие с упором 13. Призматический захват горизонтального цилиндра (фиг. 3) состоит также из двух призм, установленных на общей траверсе 14, связанной со штоком 15. При этом длина указанного захвата больше длины захвата вертикального цилиндра. С одной стороны губки 16 захвата подпружинены и имеют форму двускосого клина. На траверюе 14 установлен поддерживающий ролик 17, опирающийся на направляющую 18. Автоматическая линия работает следующим образом. Рабочие органы загруэочно/о устройства перед началом работы должны занимать исходные положения. Призматические захваты должны быть выставлены по общей вертикальной оси, при этом призматический захват вертикального цилиндра должен находиться в крайнем положении, чтобы не было препятствия для выдвижения захвата горизонтального цилиндра на линию центров станка. Первый по ходу технологического процесса лоток должен быть . заполнен заготовками. Датчик, установленный в конце зтого лотка (не показан) , выдает команду загрузочному устройству на загрузку станка. В цикле загрузки станка призматический захват 4 вертикального цилиндра идет вверх до упора. По ходу движения рычаг-съемник 10, встречая заготовку, находящуюся на лотке, снимает ее с упора и удерживает в этом положении (фиг. 2). При обратном ходе призматического захвата 4 вниз, рычаг-съемник 10 набегает на очередную скативщуюся до упора лотка заготовку и поворачивается, сбрасывая при этом взятую заготовку на губки своего зах вата. Опустившись до исходного положения, призматический захват 4 передает заготовку на губки призмати ческого зах&ата б. Последний подает заготовку на линию центров станка и после зажима её на станке отходит в исходное положение. Подпружиненные губкиг выполненные в форме двускосого кллялг обеспечивают свободный выхоп захвата из-под заготовки, а TSIKже вход захвата под заготовку. В цикле разгрузки станка призмати .ческий захват 6 после окончания обра ботки детали вьедвигается На линию центров стайка, принимает деталь и отходит вместе с ней в исходное поло жение. После этого включается в рабо ту призматический захват 4, который при движении вверх снимает с губок призматического захвата б деталь и подает ее к последнему транспортирующему лотку 2. Сбрасывание детали на лоток осуществляется поворотом подпружиненного рычага-съемника 11, когда ролик 12 дойдет до yrtopa в лотке 2. При обратном движении призматического захвата 4 вниз Повторяется цикл загоузки станка. Последовательность работы загрузочных устройств и .станков задается настройкой концевых выключателей, а также датчиков, установленных на транспортирующих лотках. Применение предлагаемого изобретения позволит упростить конструкцию автоматической линии и сделать ее более технологичной.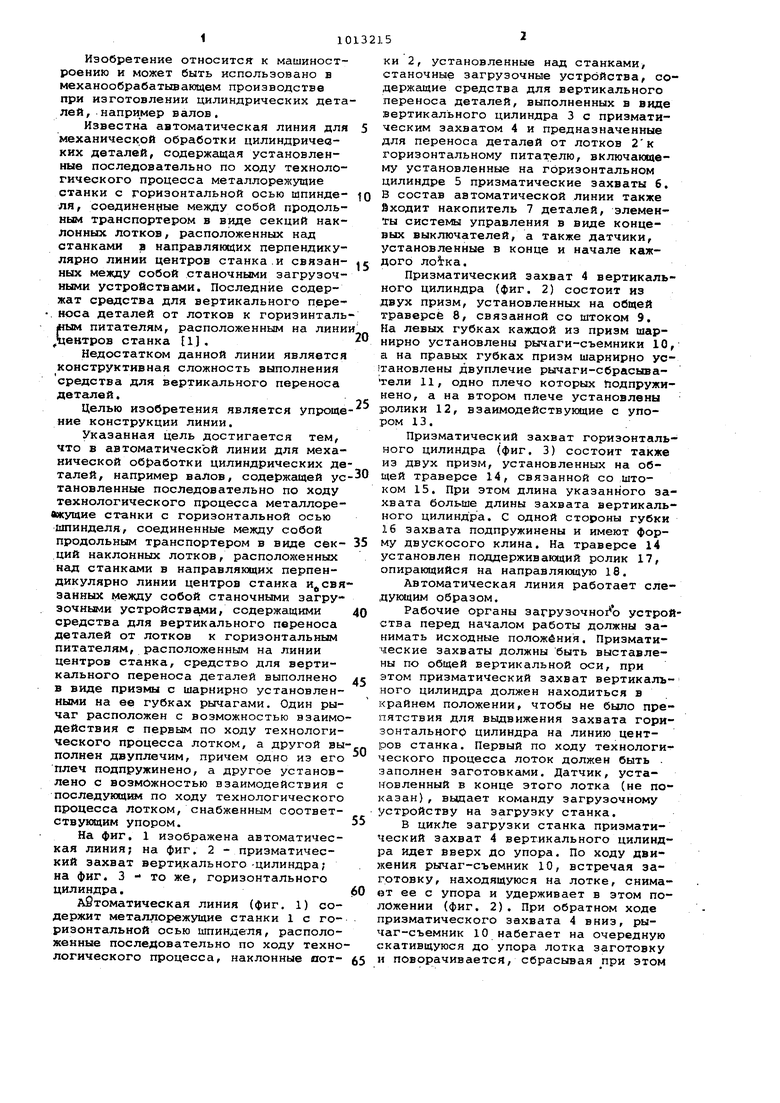
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Устройство для подачи и удаления заготовок | 1976 |
|
SU564946A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1465252A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1261767A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Атвоматическое загрузочное устройство | 1973 |
|
SU481401A1 |
| Загрузочное устройство | 1986 |
|
SU1373523A1 |
| Автоматическое загрузочно-разгрузочное устройство к зубообрабатывающим станкам для цилиндрических колес | 1972 |
|
SU538880A1 |
| Загрузочно-разгрузочное устройство | 1983 |
|
SU1115883A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ дли механической обработки цилиндрических деталей, например валов, содержащая установленные последовательно по ходу технологического процесса метал-. лорежуцие станки с горизонтальной осью шпинделя, соединенные мэжду со- . .бой продольным транспортером в виде секций наклонных лотков, расположенных над стенками в направляющих пер.Г:;0- J т - /С.А. пендикулярно линии центров стайка к связанных между собой станочными загрузочньаш устройствами, содержащими средства для вертикального переноса деталей от. лотков к горизонтальным питателям, расположенньш на линии центров станка, о т л и ч а ющ а яс я тем, что, с целью упрощения конструкции, средство для вертикального переноса деталей выполнено в виде призмы с шарнирно устаноаленными.на ее губках рычагами, из ксзторах один расположен с возможностью взаимодействия с первым по ходу технологического процесса лотком, а другой выполнен двуплечим, прич(ём одно из его плеч подпружинено, а другое установ- I лено с возможностью взаимодействия W с последующим по ходу технологического процесса лотком, снабженным соответствующим упором.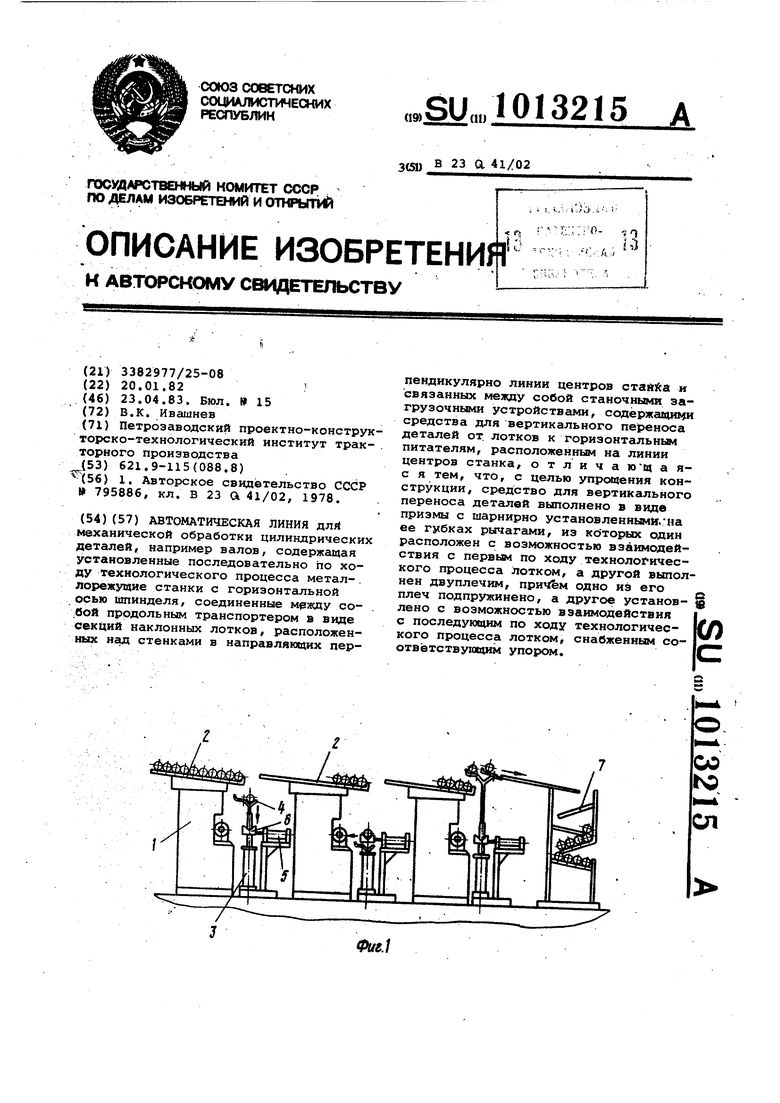
ff
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для передачи трубК CTAHKAM пОТОчНОй лиНии | 1978 |
|
SU795886A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
