Изобретение относится к области литейного производства, в частности к вспомогательным устройствам транспортных систем автоматических литейных линий, а именно к устройствам, останавливающим полуформы (формы, опоки) для выполнения каких-либо техиологических операций на рольгангах автодматических линий, и может быть применено в сталелитейных и чугунолитейных цехах машиностроительных заводов.
Известен отсекатель для остановки полуформ, включающий упорный ролик, подвил ный в горизонтальной плоскости в направлении, перпендикулярном движению нолуформ, и перемещающийся в этом направлении с помощью поршневого привода. Для закрепления отсекателя на рольганге применены неподвижные опоры-кронштейны 1.
Однако применение такого отсекателя для остановки полуформ, двил ущихся с повышенной скоростью, затруднительно, так как он мгновенно останавливает полуформу, что часто приводит к разрушению ее, поломкам самого отсекателя или других узлов линии из-за отсутствия в нем тормозного устройства.
Целью изобретения является уменьшение силы удара упорного ролика о полуформу для повышения качества последних.
Это достигается тем, что предлагаемый отсекатель снабжен устройством для торможения полуформ, которое выполнено в впде поршневого привода, корпус которого закреплен на транспортной системе, а шток жестко связан с корпусом, свободно установленным на направляющих, параллельных движению полуформ, поршневого привода упорного ролика.
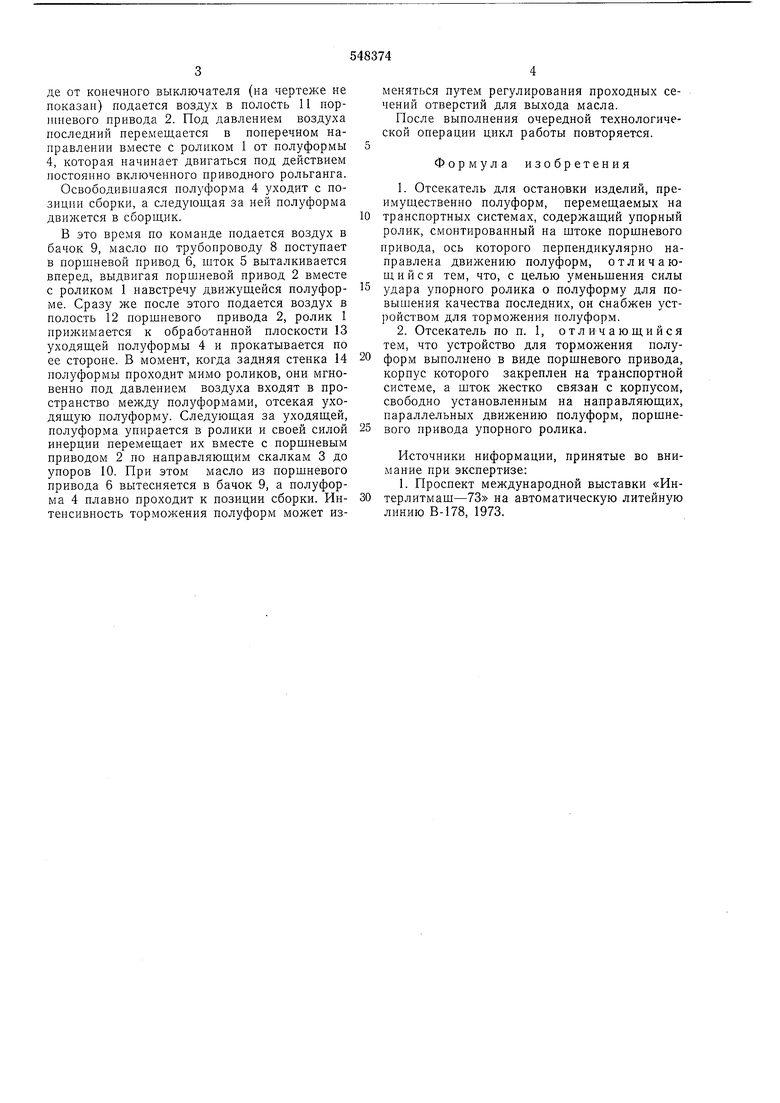
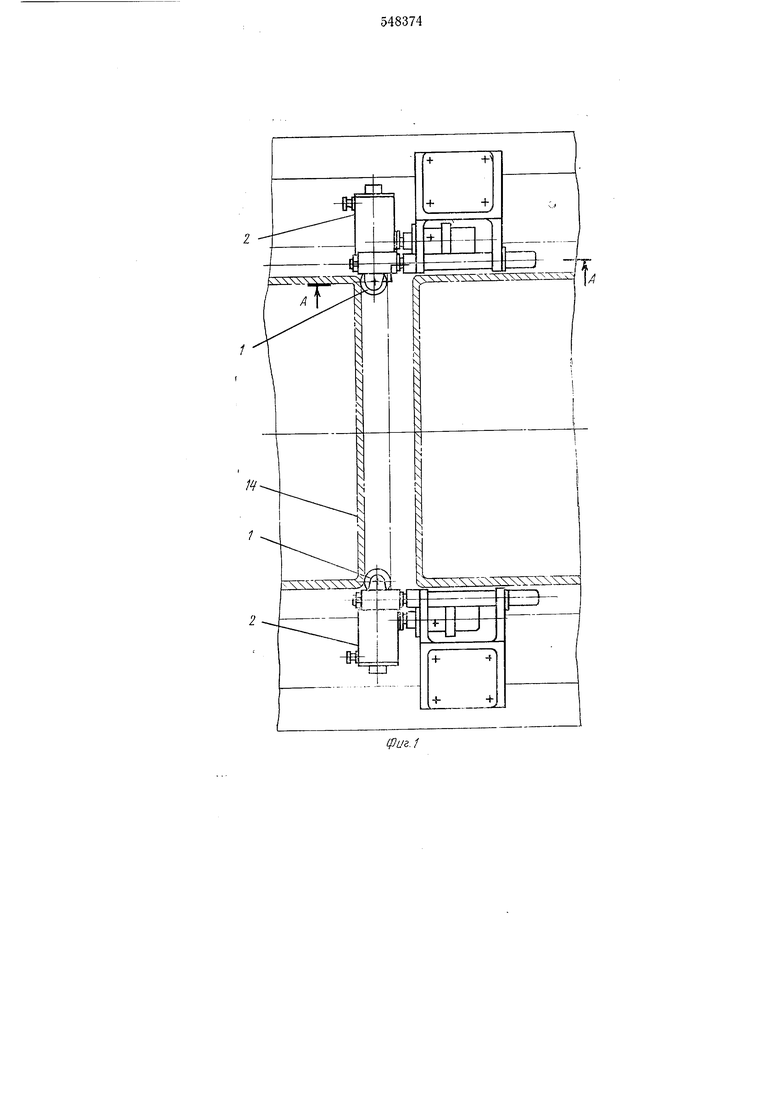
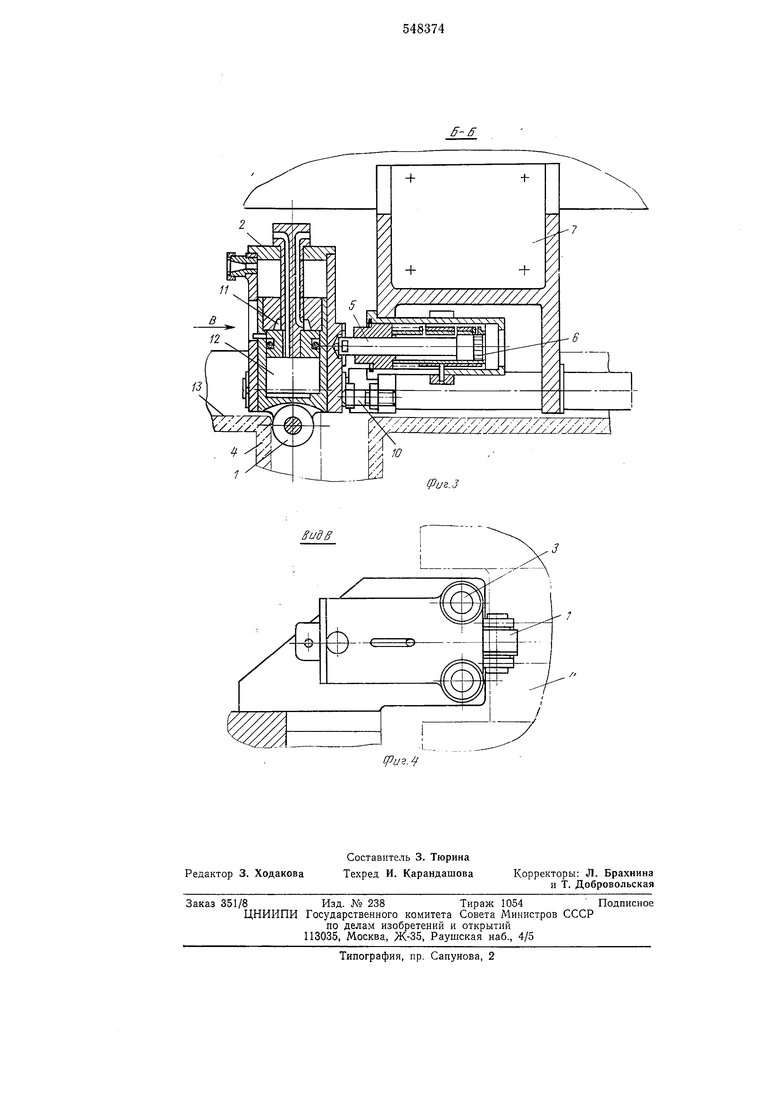
На фиг. 1 изображен предлагаемый отсекатель в момент окончания торможения полуформы, в плане; на фиг. 2-разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - вид по стрелке В на фиг. 3.
Отсекатель содержит упорный ролик 1 с поршневым приводом 2, закрепленным на двух направляющих скалках 3, подвижных в продольном направлении, параллельном движению полуформ 4, и связан со штоком 5 поршиевого привода 6. Последний укреплен на неподвил ном кронштейне 7 и сооби1, посредством трубопровода 8 с бачком 9.
Для ограничения продольного пере.мещения поршневого привода 2 имеется упор 10.
Отсекатели установлены на балках рольганга (на чертеже не показаны) попарно, зеркально-симметрично с двух противоположных сторон полуфор.мы 4, на технологичеОкой позиции останова по ходу ее движения.
Отсекатель работает следующим образом.
По окончании очередной технологической операции (например, сборки форм) по команде от конечного выключателя (на чертеже не показан) подается воздух в полость 11 поршневого привода 2. Под давлением воздуха последннй перемещается в поперечном направлении вместе с роликом 1 от полуформы 4, которая начинает двигаться под действием постоянно включенного приводного рольганга.
Освободившаяся нолуформа 4 уходит с позиции сборки, а следующая за ней полуформа движется в сборщик.
В это время по команде подается воздух в бачок 9, масло по трубопроводу 8 поступает в порщневой привод 6, щток 5 выталкивается вперед, выдвигая поршневой привод 2 вместе с роликом 1 навстречу движущейся полуформе. Сразу же после этого подается воздух в полость 12 поршневого привода 2, ролик 1 прижимается к обработанной плоскости 13 уходящей полуформы 4 и прокатывается по ее стороне. В момент, когда задняя стенка 14 полуформы проходит мимо роликов, они мгновенно под давлением воздуха входят в пространство между полуформами, отсекая уходящую полуформу. Следующая за уходящей, полуформа упирается в ролики и своей силой инерции перемещает их вместе с поршневым приводом 2 по направляющим скалкам 3 до упоров 10. При этом масло из поршневого привода 6 вытесняется в бачок 9, а полуформа 4 плавно проходит к позиции сборки. Интенсивность торможения полуформ может изменяться путем регулирования проходных сечений отверстий для выхода масла.
После выполнения очередной технологической операции цикл работы повторяется.
Формула изобретения
1.Отсекатель для остановки изделий, преимущественно полуформ, перемещаемых на
транспортных системах, содержащий упорный ролик, смонтированный на щтоке поршневого привода, ось которого перпендикулярно направлена движению полуформ, отличаюпд и и с я тем, что, с целью уменьщения силы
удара упорного ролика о полуформу для повышения качества последних, он снабжен устройством для торможения полуформ.
2.Отсекатель по п. 1, отличающийся тем, что устройство для торможения полуформ выполнено в виде порщневого привода, корпус которого закреплен на транспортной системе, а шток жестко связан с корпусом, свободно установленным на направляющих, параллельных движению полуформ, поршневого привода упорного ролика.
Источники ниформации, принятые во внимание при экспертизе:
1. Проспект международной выставки «Интерлитмаш-73 на автоматическую литейную линию В-178, 1973.
ГА/ / /////У// / // /// / /////
/ ///// // //// // // // // / ///
А 0
lpus.3
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Устройство для переворота и изменинияуровня расположения изделия | 1974 |
|
SU508340A1 |
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
| Линия для изготовления литейных стержней | 1981 |
|
SU969430A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Автоматическая литейная линия | 1987 |
|
SU1519839A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |
| Устройство для нагружения литейных форм | 1976 |
|
SU602301A1 |
| КОКИЛЬНАЯ ЧЕТЫРЕХПОЗИЦИОННАЯ МАШИНА | 1972 |
|
SU419306A1 |
Sudff
