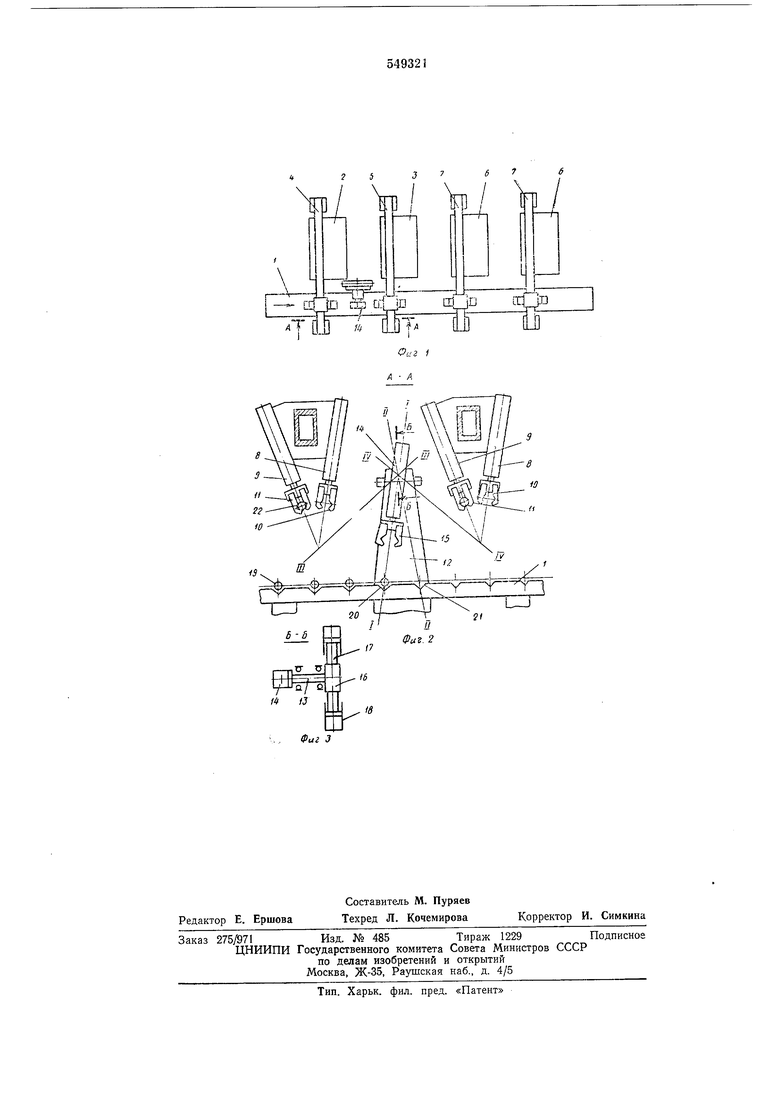
ратор 4, то рука 14 поворачивается к этому автооператору в положение III-III, после чего захват 15 этой руки перемещается вместе с деталью к загрузочной позиции автооператора 4. После этого загрузочная рука 5 автооператора 4 движется вниз и захватами 10 захватывает заготовку, удерживаемую захватами 15 руки 14. Затем рука 14, раскрыв захваты 15, отводится назад, после чего рзка 8 автооператора 4 делает ход вверх, а разгрузочная pj-Ka 9 этого же автооператора с обработанной деталью в захватах 11 вниз Далее рука 14 снова движется вперед, захватывая деталь, удерживаемую рукой 9 автооператора 4. Затем захваты // руки 9 раскрываются, рука 9 отводится, а вслед за ией отводится и рука 14. Затем рука 14 поворачивается в положение II-II, опускается на нозицию 21, оставляет на ней деталь 22 и возвращается в исходное иоложение. Деталь 22 перемещается после этого транспортером / к станкам 6.
При постз плении новой команды на загрззку автооператоров цикл повторяется. При этом процесс загрузки автооператора 5 аналогичен процессу загрузки автооператора 4, описанному выше. Таким образом, применение руки 14 в автоматической линии, имеющей спаренные параллельно работающие
станки, позволяет добиться того же эффекта, что и примененне дополнительного транспортера, а именно: параллельно работающие станки работают независимо друг от друга, простои одного станка не вызывают остановку второго станка и линии в целом, заготовки и обработанные детали на траисиортере не смещнваются.
10
Формула изобретения
Автоматическая линия для обработки деталей типа валов с попарно параллельно работающими станками, общим транспортером
и автооператорами, осуществляющими транспортную связь транспортера со станками, отличающаяся тем, что, с целью упрощения конструкции линии и сокращения ее площади, над транснортером между автооператорами двух параллельно работающих станков установлена механическая рука, ос-уществляющая съем деталей с транспортера и поочередный перенос их к автооператорам, а после обработки - обратно к транспортер}.
.
Источники информации принятые во внимание при экспертизе:
. Обзор НИИМАШ «Автоматические линии для обработки деталей типа вало-в 1971 г. С-1, Станкостроение, стр. 82-83.
VI
г 5J 76
PJ
IE nq 

| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1973 |
|
SU446358A1 |
| Автоматическая линия для обработки деталей типа валов | 1984 |
|
SU1250442A1 |
| Способ разделения деталей от заготовок в автоматической линии | 1984 |
|
SU1348143A1 |
| АВТООПЕРАТОР | 1973 |
|
SU404607A1 |
| Автоматическая линия | 1975 |
|
SU663547A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| АВТООПЕРАТОР | 1965 |
|
SU174928A1 |
| Автооператор | 1975 |
|
SU549315A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
It 13
