(54) АВТОМАТ ДЛЯ СБОРКИ И СВАРКИ СКРЕБКА СО ЗВЕНОМ ЦЕПИ
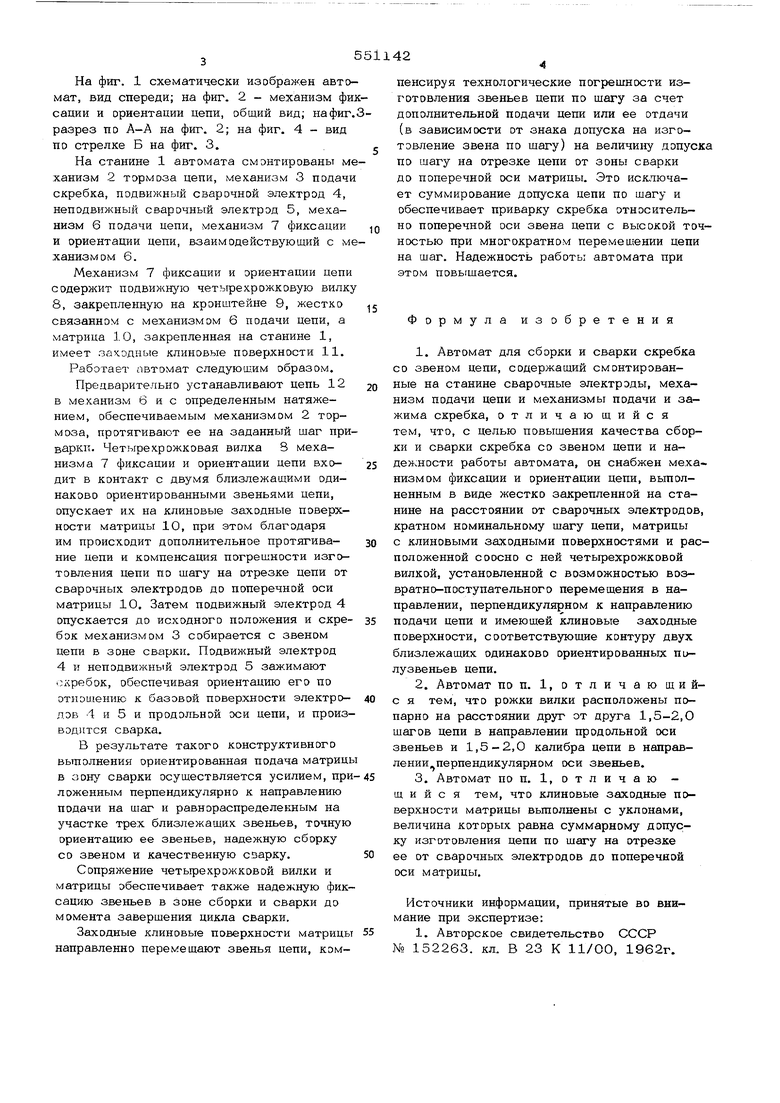
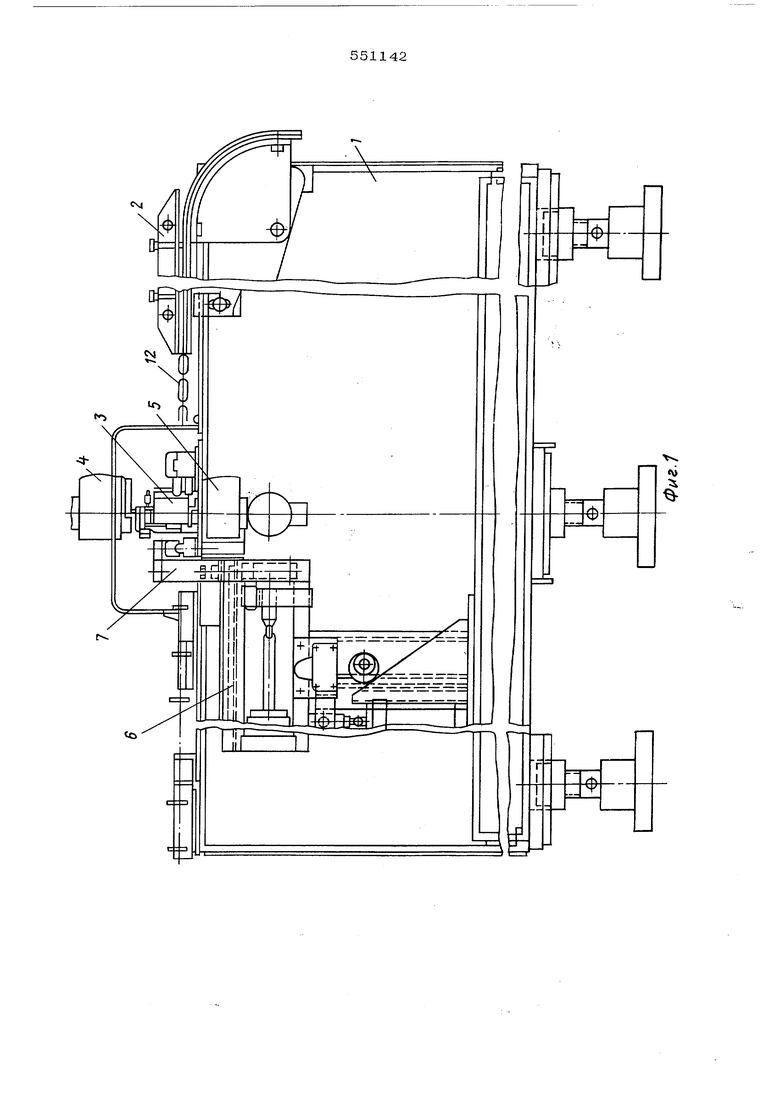
На фиг. 1 схематически изображен автомат, вид спереди; на фиг. 2 - механизм фисации и ориентации цепи, общий вид; нафиг.разрез по А-А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. 3.
На станине 1 автомата смонтированы механизм 2 тормоза цепи, механизм 3 подачи скребка, подвижный сварочной электрод 4, неподвижный сварочный электрод 5, механизм б подачи цепи, механизм 7 фиксации и ориентации цепи, взаимодействующий с механизмом 6.
Механизм 7 фиксации и ориентации цепи содержит подвижную четырехрожковую вилку 8, закрепленную на кронштейне 9, жестко связанном с механизмом 6 подачи цепи, а матрица 10, закрепленная на станине 1, имеет закодные клиновые поверхности 11. Работает пвтомат следующим образом.
Предварительно устанавливают цепь 12 в механизм бис определенным натяжением, обеспечиваемым механизмом 2 тормоза, протягиваЮТ ее на заданный шаг приварки. Четырехрожковая вилка S механизма 7 фиксации и ориентации цепи входит в контакт с двумя близлежащими одинаково ориентированными звеньями цепи, опускает их на клиновые заходные поверхности матрицы 10, при этом благодаря им происходит дополнительное npoTJniHBaние цепи и компенсация погрешности изготовления цепи по шагу на отрезке пепи от сварочных электродов до поперечной оси матрицы 10. Затем подвижный электрод 4 опускается до исходного положения и скребок механизмом 3 собирается с звеном цепи в зоне сварки. Подвижный электрод 4 и неподвижный электрод 5 зажимают олребок, обеспечивая ориентацию его по отношению к базовой поверхности электролов 4 и 5 и продольной оси цепи, и производится сварка.
В результате такого конструктивного выполнения ориентированная подача матрицы в зону сварки осуществляется усилием, при ложенным перпендикулярно к направлению подачи на шаг и равнораспределенным на участке трех близлежащих звеньев, точную ориентацию ее звеньев, надежную сборку со звеном и качественную сварку.
Сопряжение четьфехрожковой вилки и матрицы обеспечивает также надемсную фиксацию звеньев в зоне сборки и сварки до момента завершения цикла сварки.
Заходные клиновые поверхности матрицы направленно перемещают звенья цепи, компенсируя технологические погрешности изготовления звеньев цепи по шагу за счет дополнительной подачи цепи или ее отдачи (в зависимости от знака допуска на изготовление звена по шагу) на величину допуска по шагу на отрезке цепи от зоны сварки до поперечной оси матрицы. Это исключает суммирование допуска цепи по шагу и обеспечивает приварку скребка относительно поперечной оси звена цепи с высокой точностью при многократном перемещении цепи на шаг. Надежность работы автомата при этом повышается.
Формула изобретения
1.Автомат для сборки и сварки скребка со звеном цепи, содержащий смонтированные на станине сварочные электроды, механизм подачи цепи и механизмы подачи и зажима скребка, отличаю щийся тем, что, с целью повышения качества сборки и сварки скребка со звеном цепи и надежности работы автомата, он снабжен механизмом фиксации и ориентации цепи, выполненным в виде жестко закрепленной на станине на расстоянии от сварочных электродов кратном номинальному шагу цепи, матрицы
с клиновыми заходными поверхностями и расположенной соосно с ней четырехрожковой вилкой, установленной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном к направлению подачи цепи и имеющей клиновые заходные поверхности, соответствующие контуру двух близлежащих одинаково ориентированных пи- лузвеньев цепи.
2.Автомат по п. 1, отличаю щийс я тем, что рожки вилки расположены попарно на расстоянии друг от друга 1,5-2,0 шагов цепи в направлении продольной оси звеньев и 1,5-2,0 калибра цепи в направлении перпендикулярном оси звеньев.
3.Автомат по п. 1, о т л и ч а ю щийся тем, что клиновые заходные поверхности матрицы вьтолнены с уклонами, величина которых равна суммарному допуску изготовления цепи по шагу на отрезке ее от сварочных электродов до поперечной оси матрицы.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 152263. кл. В 23 К 11/00, 1962г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки и сварки скребкаСО зВЕНОМ цЕпи | 1979 |
|
SU848213A1 |
| Автомат для сборки и сварки | 1977 |
|
SU638439A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1981 |
|
SU1000198A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1977 |
|
SU649524A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |
| Автомат для сборки и сварки скребков со звеньями цепи | 1981 |
|
SU1004057A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1985 |
|
SU1291331A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1988 |
|
SU1590278A1 |
| Устройство для приварки труб к трубным доскам | 1982 |
|
SU1186444A1 |
ФигЛ
