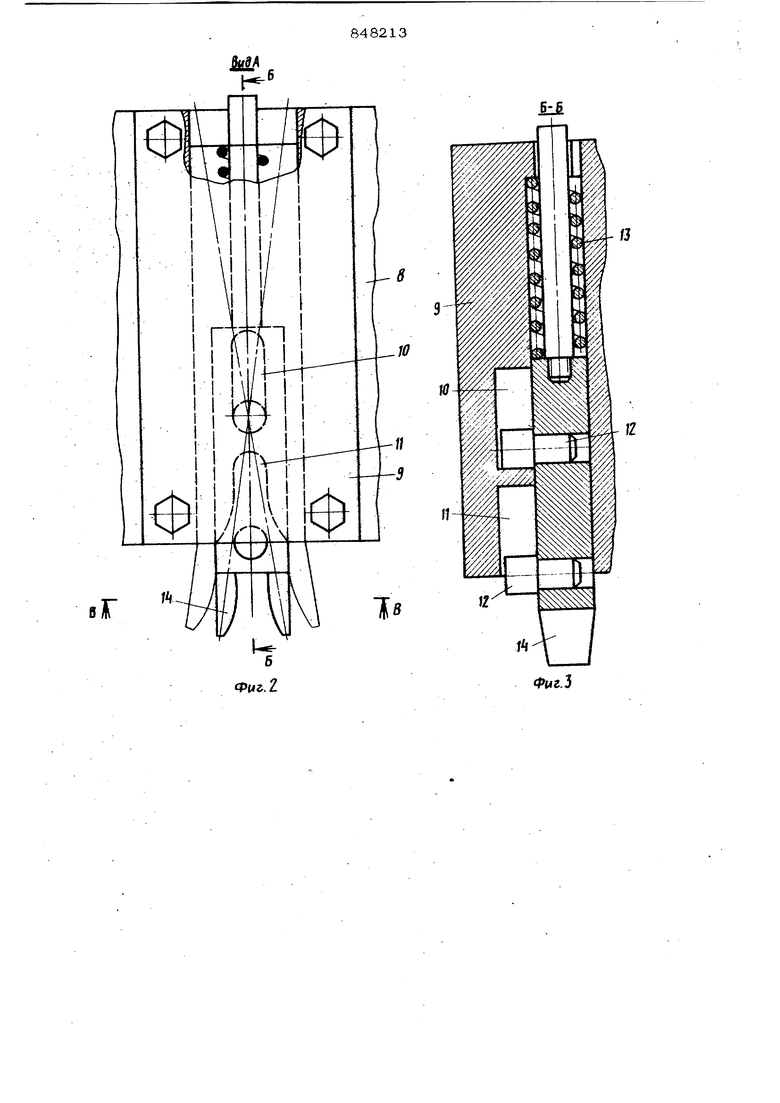
Изобретение относится к сварочному производству и может быть использовано при изготовлении цепных транспортеровкормораздатчиков. Известен автомат для сборки и сварки скребка со звеном цепи, содержащий смонтированные на станине сварочные электроды, механизм подачи цепп и механизмы подачи зажима скребка fjj, Однако известный автомат не обеспечи вает должного качества сборки и сварки скрёбка со звеном цепи, так как в них полностью или частично HR компенсируются технопшические отклонения изготовления цепи по шагу и смещения звеньев при перемещении цепи относительно продольной ОЛИ автомата. Известен также автомат дпя сборки и сварки скребка со звеном цепи, содержащий смонтированные на станине подвиж ный сварочный электрод с приводом сварочного давления, неподвижный свароч ный электрод, механизм подачи цепи, меха низм подачи скребка, и механизм и ориентации цепи с вилкой, установленной в корпусе с возможностью возврат но-поступательнот о перемещения в направлении, перпендикулярном к направлеГгню подачи цепи iZj. Работа автомата для сборки в сварки со звеном цепи осуществляется следующим образом. Предварительно, устанавливают цепь в механизм подачи цепи с определенным натяжением, обеспечиваемым механизмом тормоза цепи, и протягивают ее на заданный шаг приварки. Четыпехрожковая вилка механизма фиксации и ориентации цепи входит в контакт с двумя близлежащими одинаково ориентирсюанными звень$1ми цепи, опускает их на клиновые заходные поверхности матришл. подвижный электрод опускается до исходного поло- жения и скребок механизмом подачи скребка, собирается со звеном цепи в зоне сварки. Подвижный и неподвижный электроды зажимают скребок, обеспечивая ориентацию о по отношению к ба36зовой поверхностиЭлектродов и продоль ной оси цепи, и производится сварка. Недостатке известного автомата является то, что Б механизме фиксации и ориентации цепи четырехрожковая вилка жестко закреплена на кронштейне и совершает возвратно-поступательное движение только в вертикальном направлении, поэтому при отклонении вертикального звена цепи от номинального положенич.на величину, превышающую калибр цепи, четырехрожковая вилка при опускании не попадает на звено, заваливает его Д не фиксирует цепь. Таким образом, конструкция механизма фиксации и ори енташш цепи известного автомата не обес печивает надежную работу автомата, снижает производительность и качество изготовляемого цепного транспортера кормора датчика. Цель изобретения - повышение производительности и улучшение качества путем обеспечения точной ориентации звеньев цепи. Поставленная цель достигается тем, чт в автомате для сборки и сварки скребка со звеном цепи, содержащем смонтированные на станине подвижный сварочный электрод с прттодом сварочного давления, Неподвижный сварочный электрод, механиз подачи цепи, механизм подачи скребка и механизм фиксации и ориенташги цепи с вилкой, установленной в корпусе с возможностью возвратно-поступательного перемещения в направлении, перпендикулярно к направлению подачи депи, корпус механизма фиксации и ориентации смонтирован на приводе сварочного давления и снабже дополнительной вилкой и боковыми наклад ками, в каждой из которых выполнены прямолинейный и фигурный пазЬ1, при этом вилки выполнены двухрожковыми, установлены с возможность поворота в плоскости перпендикулярной к направлению подачи цепи, подпружинены относительно корпуса и снабжены штифтами, размещенными вдоль оси и взаимодействующими с пазами накладок, Haлifчиe в механизме фиксации двук подпружиненных двухрожковых вилок и возможность их начального углового смеще ния на угол превышающий предельно воэможнь1й угол отклонения вертикальных еньев Цепи от номинального положения, в начале опускания механизма фиксации , а затем принудительное возвращение вилок в первоначальное положение позволяет устан(жить вертикальные звенья 34 цепи в необходимое для приварки скребка положение , что обеспечивает эксплуатационную надежность автомата, повышает качество приварки скребков и повышает производительность . На фиг. 1 схематически изображен автомат для сборки и сварки скребка со азеном цепи, на фиг. 2 - вид А на фиг.1, на фиг. 3 - вид Б-Б на фш-. 1, на фиг.4 вид ЕЗ-В на фиг. 1, на фш. 5 - угловые смещения вилки и вертикального звена це пи, Автоктат для сборки и сварки скребка со звеньями цепи состоит из станины 1, на которой закреплен механизм 2 подачи цепи, механизм. 3 подачи скребка , подвижный сварочный электрод 4 с приводом давления 5, неподвижный электрод 6, механизм для фиксации и ориентации цепи. Механизм для фиксации и ориентации цепи содоржит закрепленный на ползуне 7привода сварочного давления 5 корпус 8со съемными накладками 9, в каждой из которых выполнены вертикальный паз 10 и фигурный паз 11, с которыми взаимодействуют штифты 12, закрепленные на подпружиненной пружиной 13 фиксирующей двухрожковой вилке 14. Под вилками 14 установлена матрица 15. Работа предлагаемого автомата осу.шествляется следующим образсли. Предварительно устанавливают цепь в механизм 2 подачи цепи с определенным натяжениа и включают автомат. При этом Цепь протягивается на заданный шаг приварки, фиксирующие двухрожксивые вилки 14 механизма фиксации и ориентации, цепи входят в контакт с двумя близлежащими одинаково ориентированными звегЬями цепи, опускают их на клиновые заходные поверхности матрицы 15, при этом происходит дополнительное протягивание цепи по шагу на отрезке цепи от сварочных электродов до поперечной оси матрицы; 15. Затем подвижный электрод 4 опускается до исходного положения, и скребок механизмом 3 подачи скребка собирает ся со звеном цепи в зоне сварки. Подвижный электрод 4 и неподвижный электрод 6 зажимают скребок, oбecпeч юaя ориентацию его по отношению к базовой поверхности электроде 4 и 6 и продольной оси цепи, и производится сварка. После этого цикл повторяется. Так как механизм 2 подачи цепи за каждый рабочий ход перемешает цепь на заданное количество звеньев, то при на584растении суммарного допуска по шагу цепи усилие натяжения цепи в конце хода механизма 2 подачи уменьшается. При этом вертикальные звенья цепи отклоняют ся от номинального положения на угол oL , определяемый геометрическими размерами смежных звенья цепи, а также смещаются вдоль продольной оси Цепи от плос кости при варкт1, поэт(Ж1у при опускании подвижного электрода 4 фиксирующие двухрожковые вилки 14 механизма фиксации и ориентации цепи, находящиеся под дейстеием пружин 13 в нижнем положа- НИИ, соприкасаясь с наклонными вертикальными звеньями Цепи, разворачиваются вокруг верхнего штифта 12 до соприкосновения нижнего шти})та 12 с поверхностью фигурного паза 11 корпуса 3 механизма фиксации и ориентации- цепи. При дэльнейшау опускании подвижного электрода 4 фиксирующие двухрожковые вилки 14 сжимая пружины 13, начинают смацаться по пазам корпуса, 8, ориентируясь по осям вертикальных пазсю 1О, смещают вертика:льные звенья цепи в номинальное попожение. Одновременно, входя в зазор между смежными горизонтальными звеньями, фиксирующие двухрожковые вилки 14 ориентируют участок цепи, находящийся между ними относительно плоскости приварки полушайб. Использование предлагаемого автомата для сборки и сварки скребка со звеHGM цепи обеспечивает автоматизацию процеса, повышает качество сварки и производйтельность труда. Формула изобретения Автомат для сборки и сварки скребка со звенсж цепи, содержащий смонтированные на станине подвижный сварочный электрод с приводом сварочного давления, неподвижный сварочный электрод, механизм подачи цепи, механизм подачи скребка и механизм фиксации и ориентации цепи с вилкрй, устансжпенной в корпусе с возможностью возвратно-поступатепьного перемгацения в направлении, перпердикулярном к направлению подачи цепи, отличающийся тем, . что, с целью повышения производительности и улучшения качества путем обеспечения точной ориентации звенья цепи, корпус механизма фиксации и ориентации цепи смонтирсюан на приводе сварочного давления и снабжен дополнительной вилкой и боковыми накладками, в каждой из которых выполнены прямолинейный и фигурный пазы, при этом вилки выполнены двухрожковыми, установлены с возможностью поворота в плоскости. Перпендикулярной к направлению подачи Цепи, подпружинены относительно корпуса и снабжены штифтами, размещенными вдоль оси и взаимодействующими с пазами накладок. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 152263, кл. В 23 К 11/ОО, 1972. 2.Авторское свидетельство СССР № 551142, кл. В 23 К 11/1О, 1975.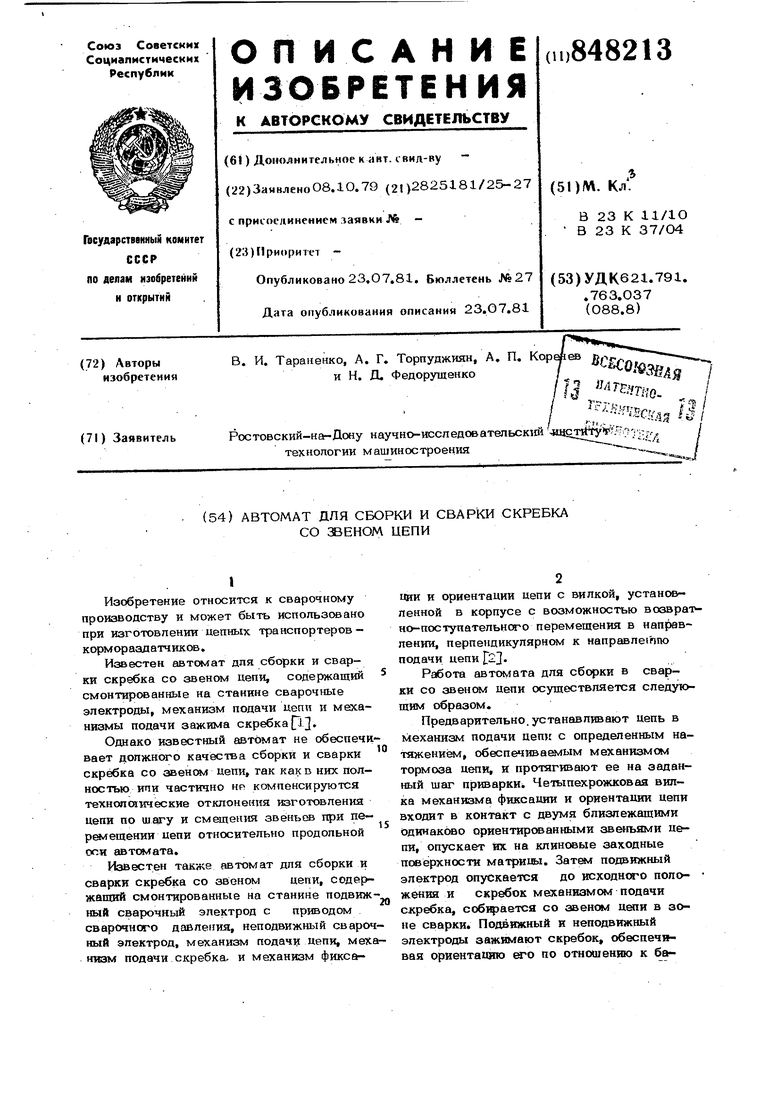
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки и сварки скребка со звенцом цепи | 1975 |
|
SU551142A1 |
| Автомат для сборки и сварки | 1977 |
|
SU638439A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1981 |
|
SU1000198A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1977 |
|
SU649524A1 |
| Автомат для сборки и сварки скребков со звеньями цепи | 1981 |
|
SU1004057A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1985 |
|
SU1291331A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1988 |
|
SU1590278A1 |
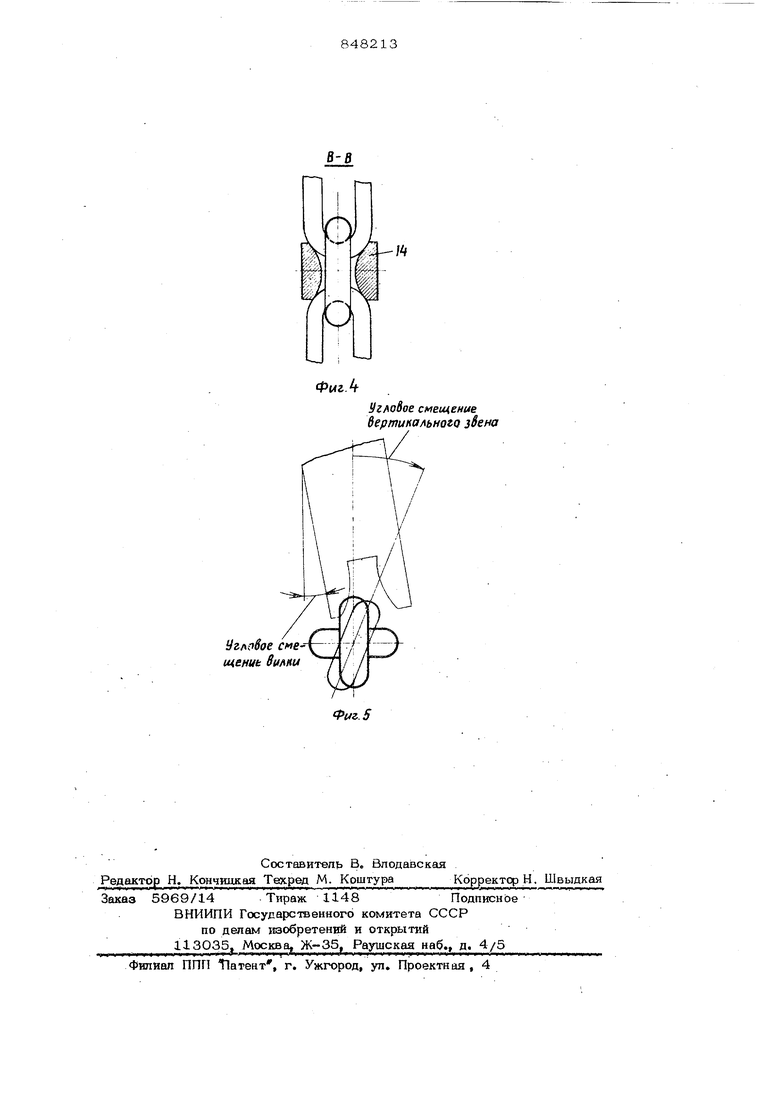
Угловое смещениь 8и/(и
Угловое смещение вертикального збена
