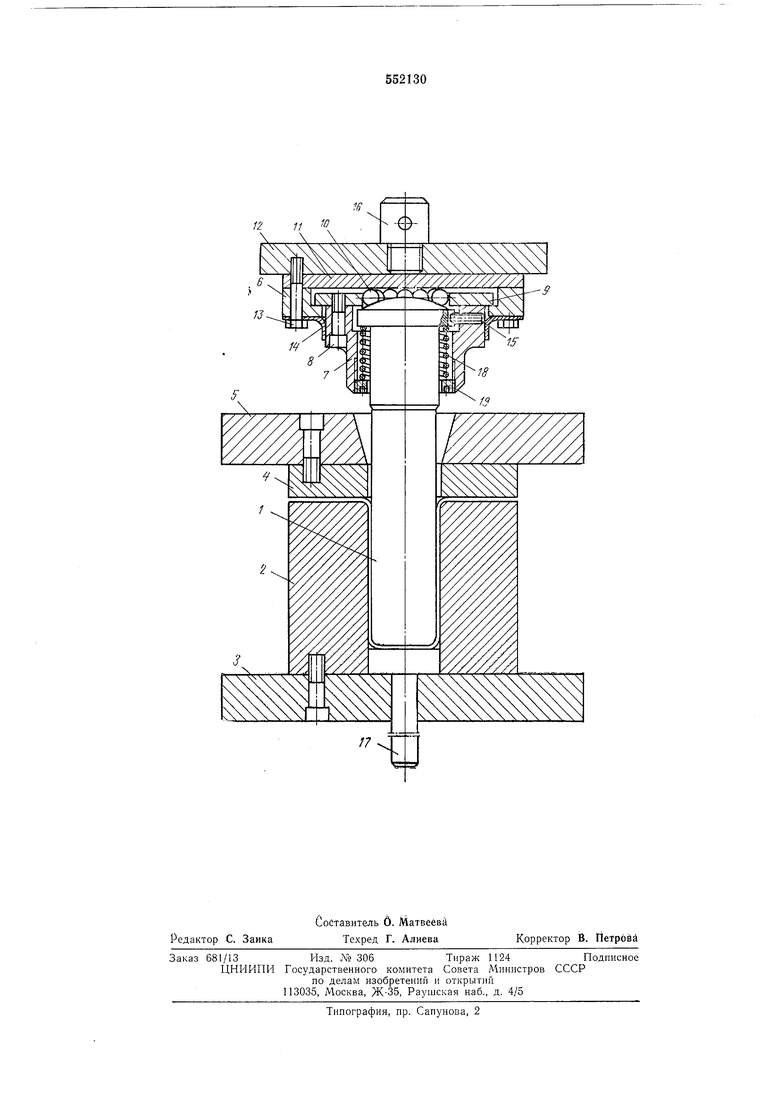
в первоначальное положение пуансона 1 после рабочего хода. Пуансон 1 стопорится внутри втулки 7 винтом 15. Штамп также содержит центровик 16 и выталкиватель 17 готового изделия. Для предотвращения удара шариков Ш об опорную плиту И во время начала рабочего процесса (при соприкосновении пуансона с заготовкой) служит пружина 18, удерживающая пуансон 1 в постоянном контакте с шариками 10, а последние - в контакте с опорной плитой 11. Кроме того, пружина 18 возвращает пуансон 1 в вертикальное положение при его покачивании относительно своей оси. для регулировки жесткости пружины 18 служит гайка 19.
РаОота штампа происходит следующим образом.
Заготовку укладывают на матрицу 2. При ходе наружного ползуна пресса вниз движется вниз и связанная с ним плита 5 вместе с прикрепленным к ней прижимом 4. При движении вниз внутреннего ползуна пресса пуансон 1 попадает в матрицу 2, и по мере дальнейшего своего продвижения он начинает самоустанавливаться в ней ио штампуемому материалу. Предварительную ориентировку при движении вниз пуансон получает благодаря конусному отверстию в плите 5. Перемещаясь в соответствующем направлении, пуансон 1, воздействуя сферической поверхностью на шарики 10, передвигает и кольцо 9, а вместе с ним и ступенчатую втулку 7. Последняя соответствующим образом деформирует разрезную пружинную втулку 14. В то же .время при качании пуансона 1 относительно вертикальной оси деформируется и пружина 18. Самоустановка
пуансона происходит до самого окончания процесса вытяжки, когда остановится внутренний ползун пресса, что соответствует требуемой высоте вытяжки штампуемой детали.
При обратном ходе пресса начинает движение внутренний ползун, а значит и пуансон 1. Он выходит из матрицы и под действием пружинной втулки 14 и пружины 18 занимает свое первоначальное положение.
Когда внутренний ползун поднимается, начинает движение вверх наружный ползун вместе с прижимом 4, освобождая готовую деталь, которая выталкивается из матрицы 2 с помощью выталкивателя 17.
Формула изобретения
Штамп для вытяжки, содержащий верхнюю
плиту с закрепленным на ней с помощью ступенчатой втулки пуансоном и нижнюю плиту, на которой размещены матрица, прижим и выталкиватель, отличающийся тем, что, с целью самоустановки пуансона в матрице
в процессе вытяжки, штамп снабжен кольцом с телами качения, размещенными между верхней плитой и опорной поверхностью пуансона, выполненной сферической формы, а пуансон установлен внутри ступенчатой втулки с
зазором и подпружинен в вертикальном направлении.
Источники информации, принятые во внимание при экспертизе: 1. Скворцов Г. Д. Основы конструирования
штампов для холодной листовой штамповки. М., Машгиз, 1972, с. 276, рис. 247.
fZ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки коробчатых изделий и устройство для его осуществления | 1977 |
|
SU741997A1 |
| Штамп для формовки | 1980 |
|
SU912339A1 |
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| Устройство для штамповки полых деталей | 1980 |
|
SU902915A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Устройство для вытяжки | 1975 |
|
SU575158A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |