(54) УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки деталей типа стержней | 1981 |
|
SU985073A1 |
| Устройство для нагрева цилиндрических деталей | 1980 |
|
SU937525A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Вакуумная установка для термообработки | 1977 |
|
SU723337A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Способ закалки мелких деталей изфЕРРОМАгНиТНыХ МАТЕРиАлОВ C иНдуК-циОННОгО НАгРЕВА | 1979 |
|
SU840141A1 |
| Устройство для пайки и термообработки | 1983 |
|
SU1148739A1 |
| Установка для индукционной закалки концов длинномерных изделий | 1989 |
|
SU1730178A1 |
| Автомат для локального нагрева деталей | 1986 |
|
SU1617008A1 |
| Устройство для термообработки изделий | 1974 |
|
SU536234A1 |
1
Изобретение относится к области металлургии и может быть истользовано для термической обработки мелких деталей с применением токов высокой частоты.
Известно устройство для термообработки деталей с их нагревом в индукторе, где детали, вращаясь, последовательно проходят вдоль индуктора.
Недостатком устройства является то, что при локальном нагреве устройство дает распльшчатуго зону нагрева.
Известно устройство для термообработки мелких деталей, содержащее индуктор с направляющей втулкой, упор, транспортирующий диск,с гнездами для размещения в них заготовок, привод uiaroBoro поворота диска, загрузочное устройство и закалочный бак.
Недостатком известного устройства является невозможность обеспечения качественной обработки мелких деталей.;
Целью изобретения является новышение качества закалки.
Это достигается тем, что индуктор размещен над диском, а канал втулки вьшолнен герметичным, при этом упор размещен в канале и имеет сквозное отверстие для соединения с вакуумной
системой и системой сжатого воздуха. Часть пгезд в диске выполнена сквозными.
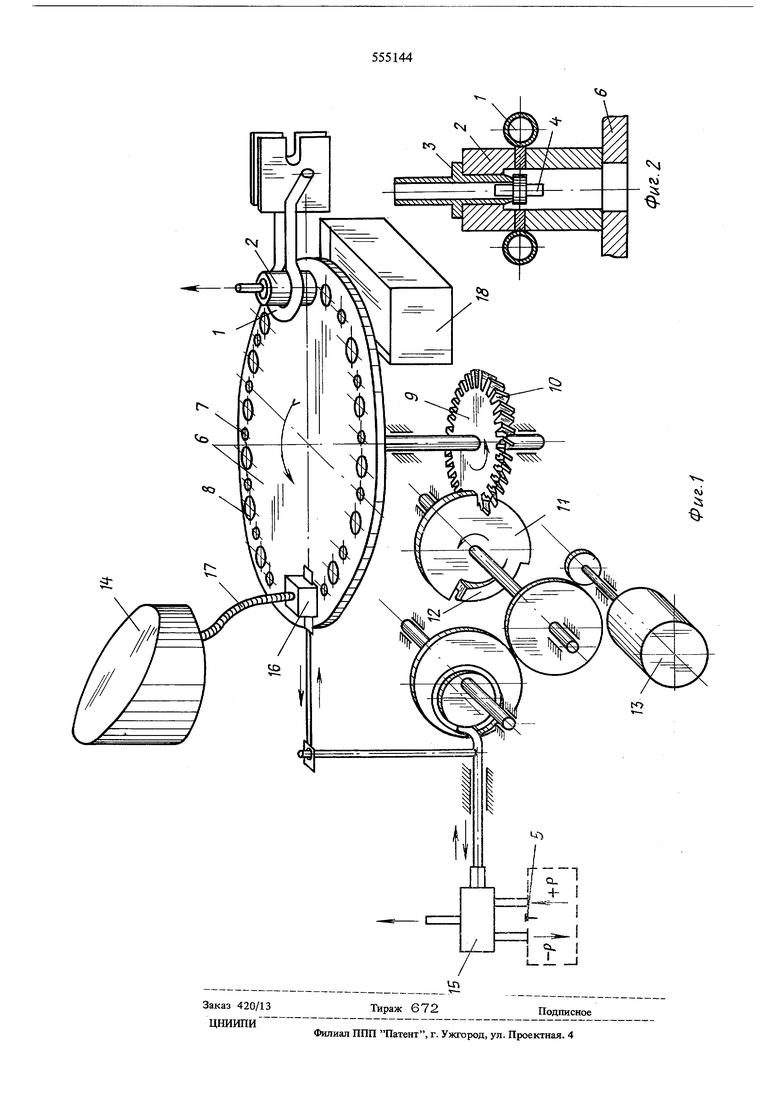
На фиг. 1 изображен общий вид устройства, на фиг. 2 - индуктор с втулкой.
Устройство состоит из. индуктора 1, снабженного В.ТУЛКОЙ 2 с герметичным каналом, где расположен упор 3 со сквозным отверстием для фиксации детали 4 при нагреве, пневматической системой 5, обеспечивающей разряжение и избыточное давяекие в зависимости от соверщающейся операции.
Кроме того, в устройстве имеется -трапспортирующий диск 6 с пюздаш 7,чередующимися со сквозными отверстаями 8, и шагового поворота с шаговым диском 9, имеющего прорези
10, в которые входит непрерьшно вращающийся диск II, снабженный червячным элементом 12 и приводимьш во вращение электродвигателем 13. Устройство включает также загрузошое устройство 14, дроссельный клапан 15, управляемые отпривода поворота стола, соединенный с системой подачи воздуха.
Для загрузки осей в гнезде транспортирующего диска имеется дозирующий Mf xarai3M 16, соед1ше1шьш с загрузощшм устройством питателем 17 и механически связанньш с приводом поворота стола. Под диском размещен бак 18.
Устройство работает следующим образом.
Обрабатьшаемые детали 4 с помощью загрузочного устройства 14, питателя 17 и дозирующего механизма 16 загружают в гнездо 7 диска 6, при повороте которого детали располагают под открытым концом канала втулки 2. Срабатьшает дроссельньш клапан 15, и в канале втулки создают разрежение, благодаря чему деталь фиксируют в индукторе на упоре 3.
За время нагрева детали диск 6 поворачивают и под открытым концом герметичного канала устанавливают сквозное отверстие 8 диска 6.
По окончании нагрева в канале создают избыточное давление, и деталь выбрасьюают в бак 18.
Ддя дискретного вращения транспортирующий диск 6 соединен с диском 9, который работает в паре с диском 11 и обеспечивает за один технологический цикл нагрева два шага транспортирующего диска с остановкой. За один технологический Щ1КЛ вращения диск 11 соверщает два оборота причем остановка диска 6 происходит тогда,когда в прорези 10 диска находится плоский край диска 11, а поворот - при прохождении через прорезь червячного элемента 12. При этом число гнезд 7 и
отверстий 8 на транспортирующем диске 6 равно числу прорезей П на диске 9. Управление дроссельным клапаном 15 и дозирующим механизмом 16 осуществляют с помощью эксцентрика и системы
рычагов.
Для увеличения производительности можно использовать многопозиционньш индуктор или несколько индукторов, в этом случае каждая позиция или каждьш индуктор должны иметь герметичные втулки с упором.
Формула изобретения
что часть гнезд в диске вьшолнена сквозными.
