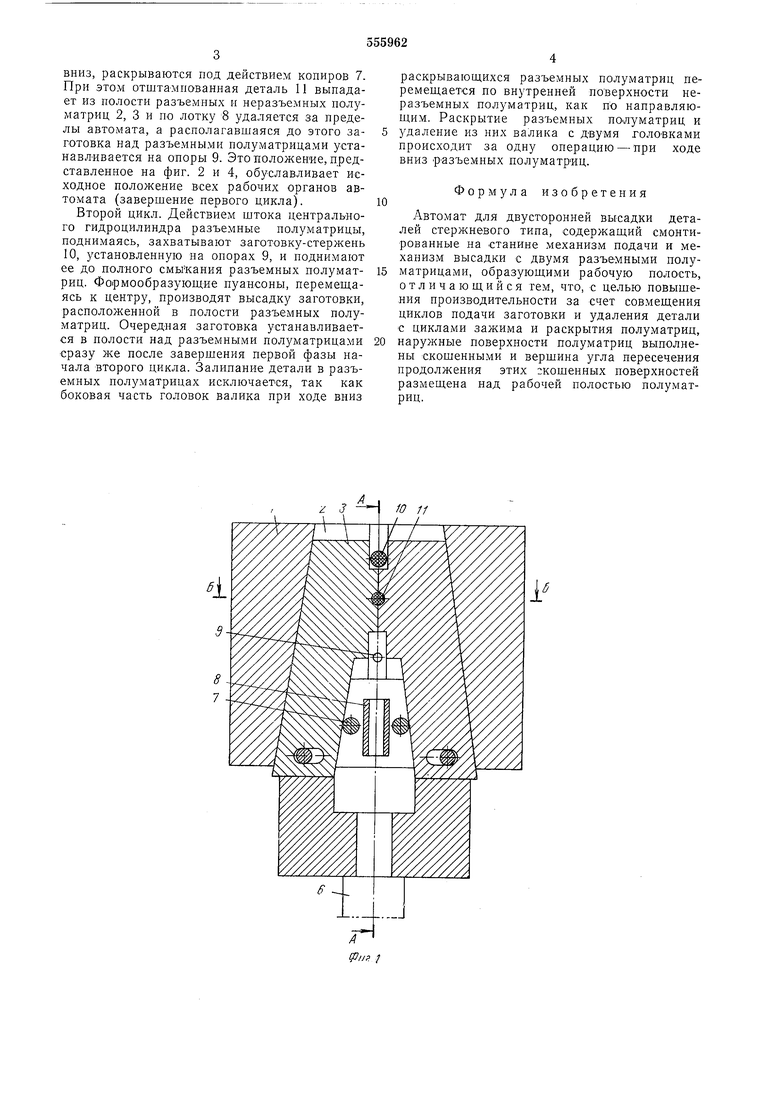
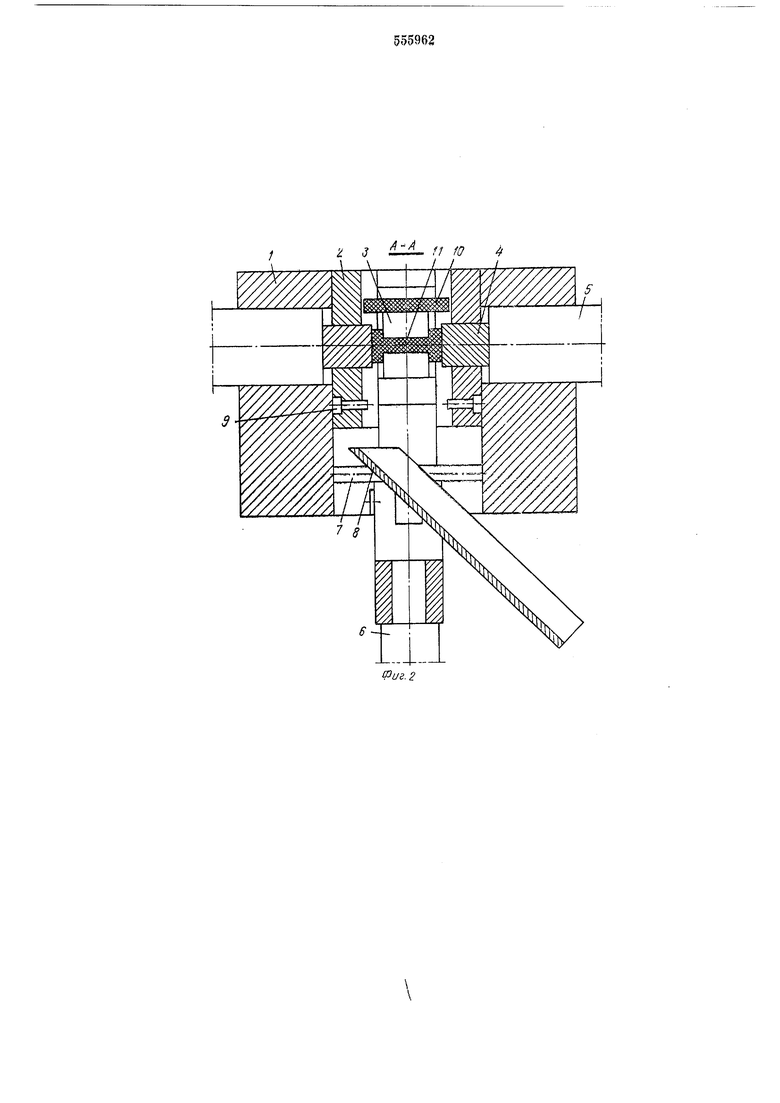
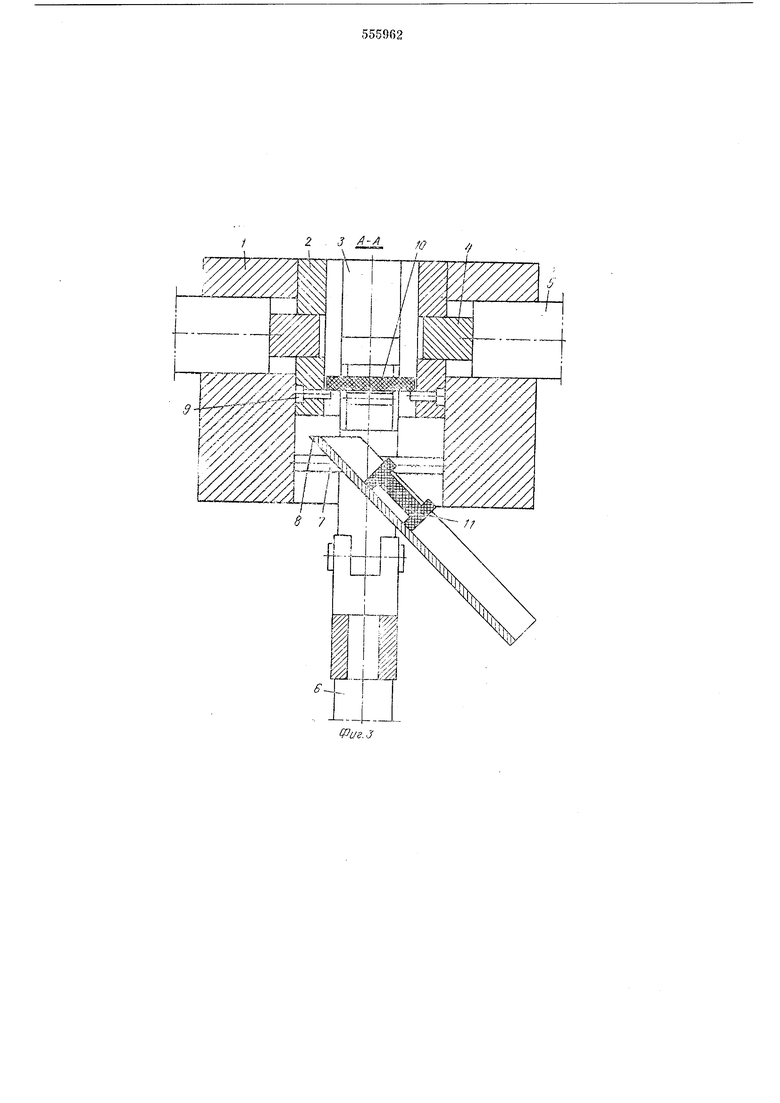
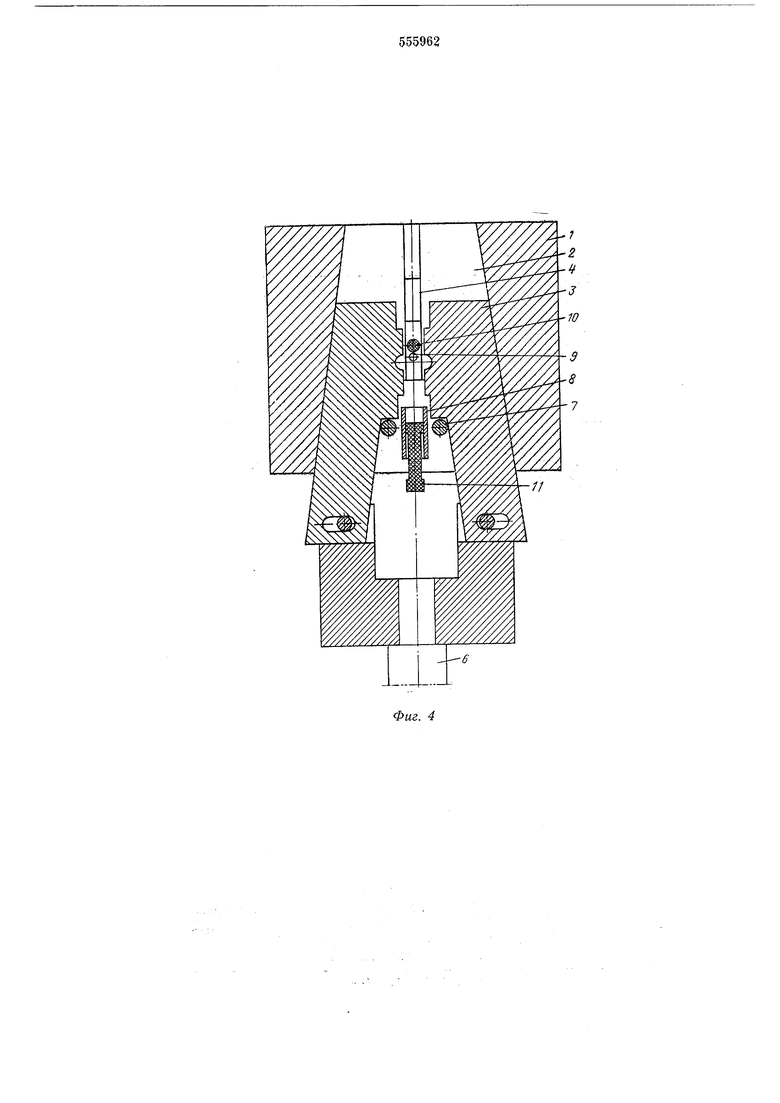
вниз, раскрываются под действием копиров 7. При этом отштамиованная деталь 11 выпадает из полости разъемных и неразъемных иолуматриц 2, 3 и по лотку 8 удаляется за пределы автомата, а располагавшаяся до этого заготовка над разъемными полуматрицами устанавл-ивается на опоры 9. Это положение, представленное на фиг. 2 и 4, обуславливает исходное положение всех рабочих органов автомата (завершение первого цикла).
Второй цикл. Действием штока центрального гидроцилиндра разъемные полуматрицы, поднимаясь, захватывают заготовку-стержень 10, установленную на опорах 9, и поднимают ее до полного смыкания разъемных полуматриц. Формообразующие пуансоны, перемещаясь к центру, производят высадку заготовки, расположенной в полости разъемных полуматриц. Очередная заготовка устанавливается в полости над разъемными пол)матрицами сразу же после завершения первой фазы начала второго цикла. Залипание детали в разъемных полуматрицах исключается, так как боковая часть головок валика при ходе вниз
раскрывающихся разъемных полуматриц перемещается по внутренней поверхности неразъемных полуматриц, как по направляющим. Раскрытие разъемных полуматриц и удаление из них валика с двумя головками происходит за одну операцию - при ходе вниз р-азъемных полуматриц.
Формула изобретения
Автомат для двусторонней высадки деталей стержневого типа, содержащий смонтированные на станине механизм подачи и механизм высадки с двумя разъемными полуматрицами, образующими рабочую полость, отличающийся тем, что, с целью повышения производительности за счет совмещения циклов подачи заготовки и удаления детали с циклами зажима и раскрытия полуматрид, наружные поверхности полуматриц выполнены скошенными и вершина угла пересечения продолжения этих скошенных поверхностей размещена над рабочей полостью полуматриц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп-автомат для выдавливания деталей с фланцами | 1985 |
|
SU1230736A1 |
| Устройство для двусторонней высадки стержневых заготовок | 1978 |
|
SU1111845A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| Штамп для двусторонней высадки | 1979 |
|
SU774752A1 |
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| Холодновысадочный автомат | 1984 |
|
SU1199404A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |

2 J Ю//
S-ё
