(54) ФОРМОВОЧНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1978 |
|
SU740385A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| Формовочная машина | 1982 |
|
SU1031635A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1972 |
|
SU350569A1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
1
Изобретение относится к области литейного производства, в частности к формовочным машинам для изготовления литейных земляных форм в лнтейных цехах маншностроительных заводов применительно к индивидуальному способу производства.
Известны формовочные машины проходного типа, содержащие станину, на которой в верхней ее часта смонтированы импульсная головка с загрузочным устройством, в нижней части - подъемный стол и транспортное средство для удаления модельных комплектов, а в средней части - рольганг с двумя ярусами роликов, одни из которых вьтолнен раздвижным (1 . Такая формовочная машина может использоваться в массовом и крупносернйном производстве, так как смена модельного комплекта на ней может производиться только после ее остановки.
Целью изобретения является обеспечение смены модельных комплектов без остановки формовочной машины для повышения производительности.
Указанная цель достигается тем, что предлагаемая машина снабжен захватами, смонтированными на подъемном столе, а раздвижным выполнен нижний ярус роликов.
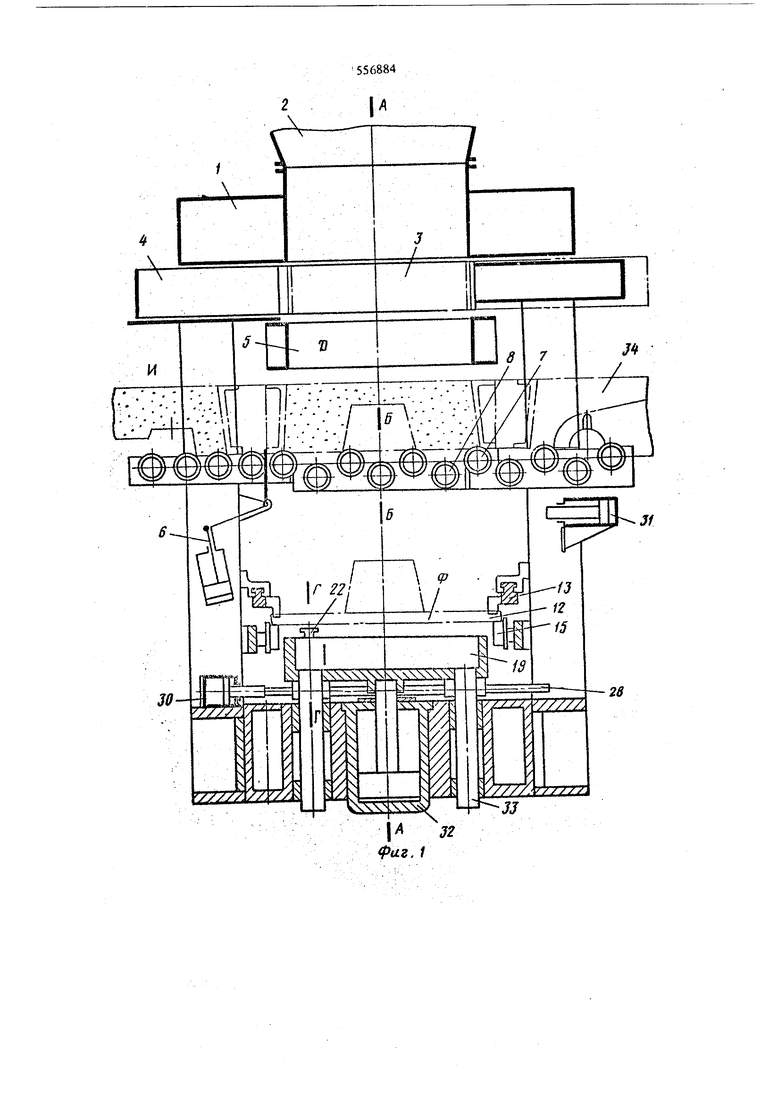
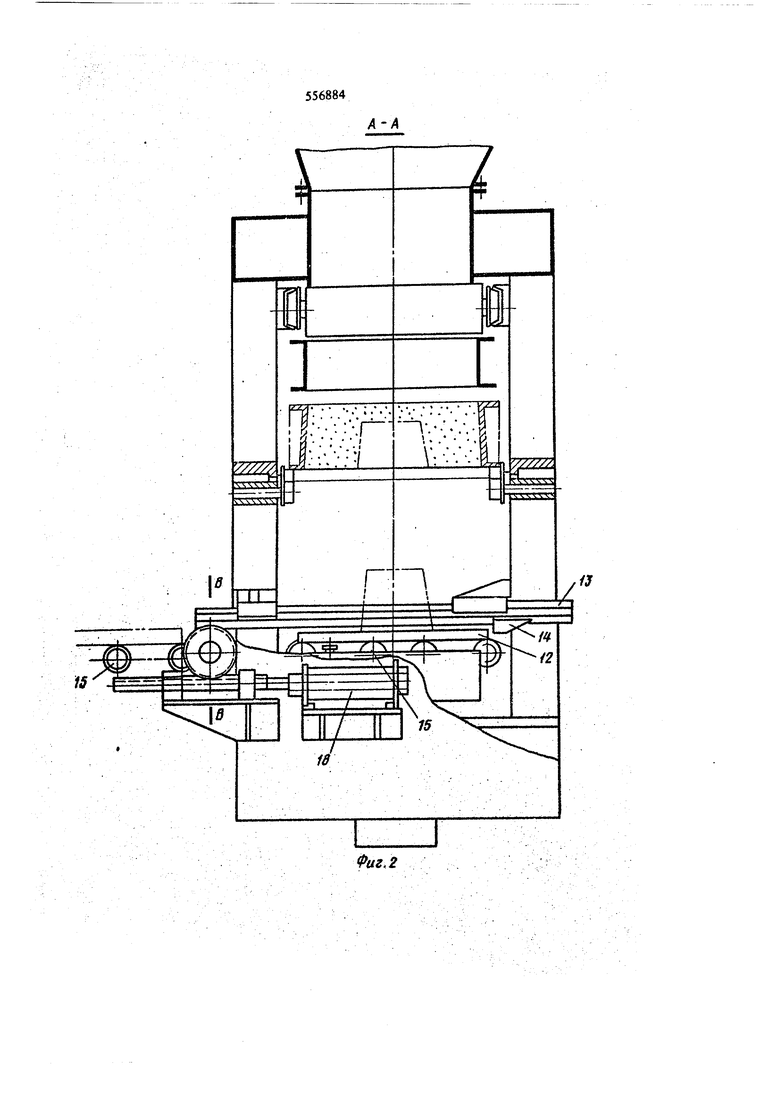
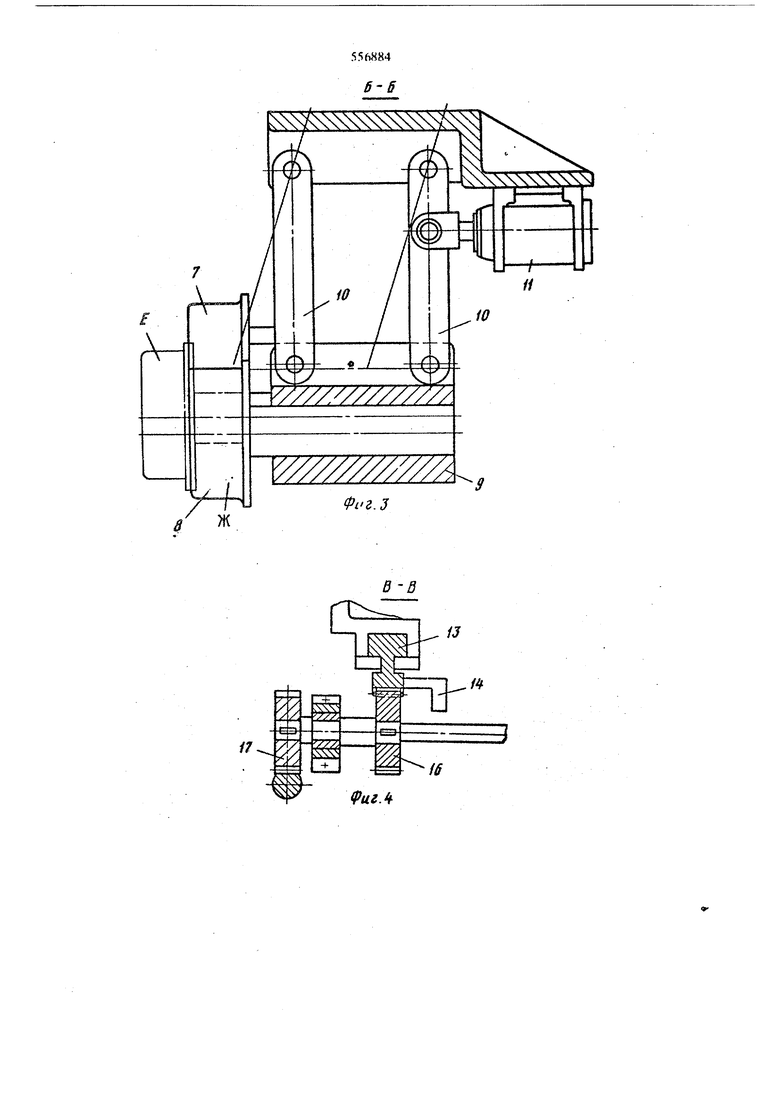
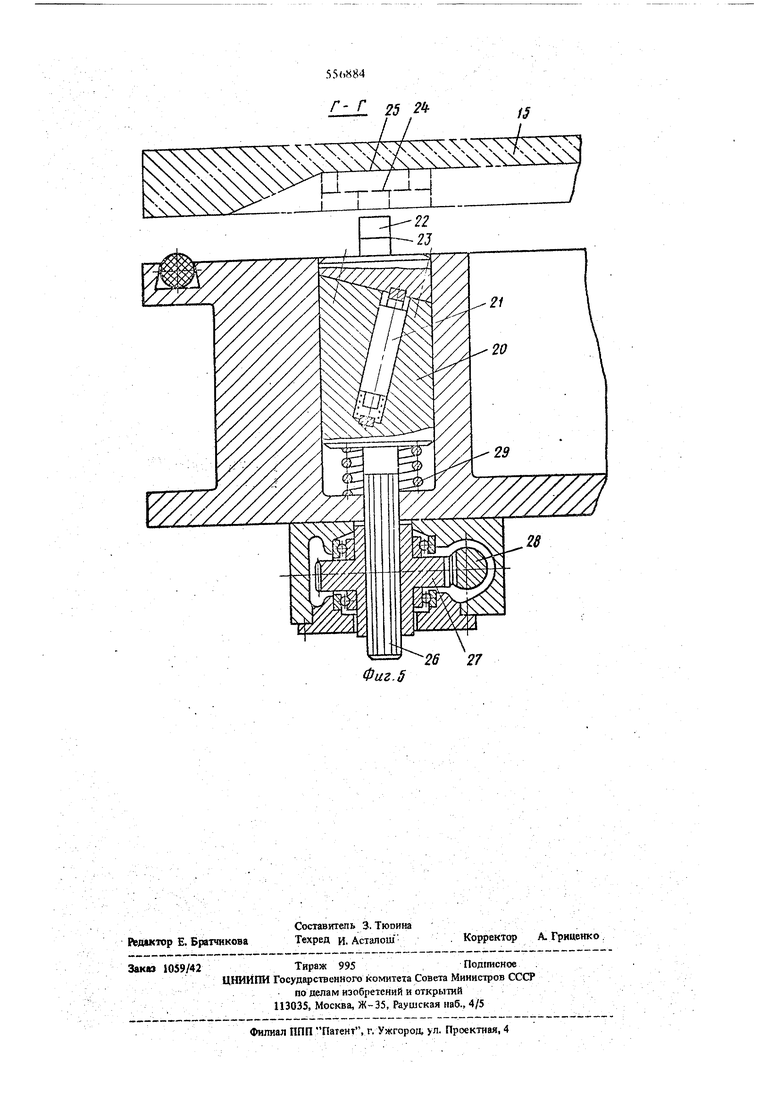
На фиг. 1 изображен продольный разрез предложенной формовочной машины; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 - разрез В-В фиг. 2; на фиг. 5 - разрез Г-Г фиг. 1.
Формовочная машина состоит из станины 1, бункера 2, импульсной головки 3, загрузочного у строй ства 4, наполнительной рамки 5, упоров 6, приемного рольганга, состоящего нз стационарно закрепленных роликов 7 и раздвижных роликов 8, закрепленных в обшем корпусе 9, который подвешен на рычагах 10, образующих параллелограмм. Эт обеспечивает горизонтальное положение роликов при их перемещении, которое осуществляется поршневым приводом 11, устройства удаления отработанного модельного комплекта 12 одностороннего действня, состоящего из направляющих штанг 13, стационарных упоров 14, роликов 15, по кото{ ым удаляется модельный комплект. Привод направляющих щтанг 13 осуществляется через зубчатые пары 16 Н 17 от пневмоцилиндра 18. В нижней части станины 1 имеется подъемный стол 19, в котором смонтирован узел зажима, состоящий из корпуса 20, внутри которого имеется пневмаипсский вибратор 21. Корпус в верхлсй части оканчи ается Т-образным захватом 22,1шжняя часть кото.рого имеет винтовую поверхность 23. В модельном комплекте 12 имеется гнездо 24, которое так же имеет винтовую поверхность. Верхняя часть захвата 22 в замкнутом положении упирается в потояок 25 гнезда 24. Такая компа говка обеспечивает передачу либрации, создаваемую вибратором 21 непосредственно модельному комплекту 12. Нижняя часть вибратора 21 заканчивается иипщевым валом 26, на котором смонтирована шестерня 27, тходищаяся в эацеилеиии с рейкой-иггангой 28. Корпус 20 установлен на пружине 29. На под1 емном столе 19 смонтировано даа зажима. Рейки-штанги 28 перемещаются иоршневыми приводами 30 и 31. Подъем и опускашш нодъемного стола 19 осуществляется поршневым приводом 32. Вертикалыгое перемещение достигается направляющими 33. Формовочная MatunHa работает сле;)ующим образом. На модельный комплект 12 устанавливается опока 34 и задается иа позищпо формовки Д до упора 6. В это время ролики 8 задающего рольганга И 1ходятся в положе1ти Е. Подъемный стол 19 поднимается вверх и захваты 22 входят в гнездо 24 модельного комплекта 12 и поднимается до наполнительной рамки 5. Затем импульсная головка 3 перемещается вправо (привод ira чертежах ле показан), а ее месго занимает загрузочное устройство 4. Формовошшя смесь заполняет опоку 34 и наполнительную рамку 5. Затем импульсная голо)зка 3 за1шмает ноложеш{е, показанное на фиг. 1, а подъемный стол 19 пoд шмaeтcя вверх и образует замкнутую систему (импульсная головка - напошштельная рамка - опока - модельный комплект), После зтого происходат унлотнешге смесн импульсным способом. Во время процесса унлотнения смеси ролики 8 затшмают положение Ж и тем самым обеспечивают свобощгый проход модельного комплекта 12 в положение Ф, упор 6 поворачивается в положение, обеспечивающее свободный проход опоки 34 из положеш1я Д в положе1ше И, а поршневой привод 31 перемещает штанги 28, которые разворачивают захваты 22 на 90 и происходит соединеюш подъемного стола 19 с модельным комплектом. После окончания уплотнения смеси подъемный стол 19 начинает перемещаться вниз, одновременно включаются вибраторы 21 направленного действия, Благодаря установке пружины 29 вибрация передается только на модельный комплект. При движеШП1 подъемного стола вниз опока 34 задерживается на роликах 7, а модельньш комплект 12 зависает на роликах 15 в положе1ши Ф. В случае необходимости изготовления нескольких форм по этому модельному комплекту опоки 34 на позиплю Д подаются без модельного комплекта. Если требуется смена модельного комплекта, на задающий рольгащ- устанавливается новый модельный кошшект, и на него устанавливается опока 34 и совместно перемещаются на позицию Д. Во время установки новой опоки с модельным комплектом порщневой привод 30 перемещает рейки-штанги 28, и захваты 22 поворач1шаются на 90, размыкают систему (подмодельная плита-стол), а отработанш 1Й модельный комплект удаляется из машины на кошзейер (на чертежах не показан), где производится смела модельного комплекта, и затем модельный комплект с новыми МО дел я Nm подается в машину. Формула изобретения Формовочная машина проходного типа для изготовления литейнъ1х форм импульсной формов-. ой, содержащая станину, на которой в верхней ее асти смонтированы импульсная головка с загруочным устройством, в нижней части - подъемньш стол и транспортное средство для удаления модельых комплектов, а в едией часта - рольганг с вумя ярусами роликов, один из которых вьтолен раздвижным, отличающаяся тем, что, с елью повышения производительности путем обеоечения возможности смены модельных комплеков без остановки формовочной мащины, на одъемном столе смонтированы захваты, а раздвижым выполнен нижний ярус роликов. Источю1ки информшош, приняты Е внимание ри экспертизе: 1. Руководство Автоматическая формовочная ашина, мод. 92265, ЦКБ НИИЛИТМАШ, Москва, 965,
F:--
I й-;:
J.
5«г,2
У//////////
ж
17
и
.з
13
т
РигЛ
.55(.Н84
Г- г 25 4-,е
II
Фиг.д
