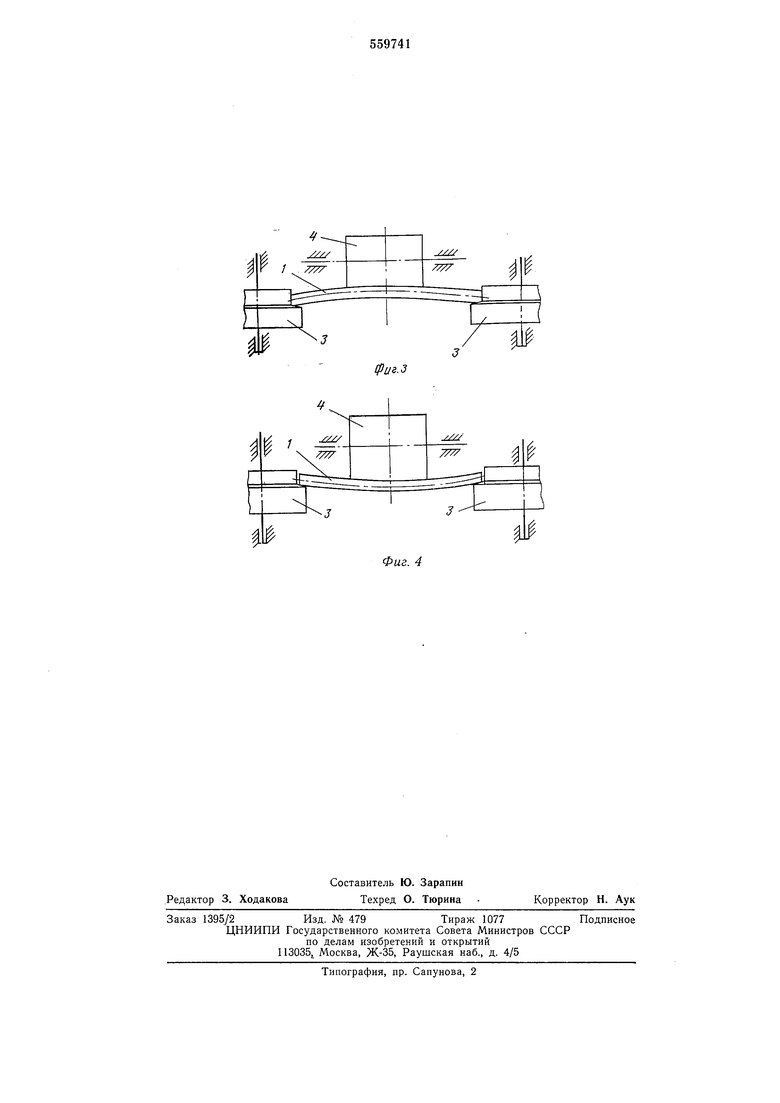
ностях сляба. После того, как продольный изгиб перегонится подпорным валком 4 в обратную сторону, обжатие не происходит, так как за счет действия подпорного валка -боковые кромки полосы отстают от рабочей поверхности редуцирующих валков.
Формула изобретения
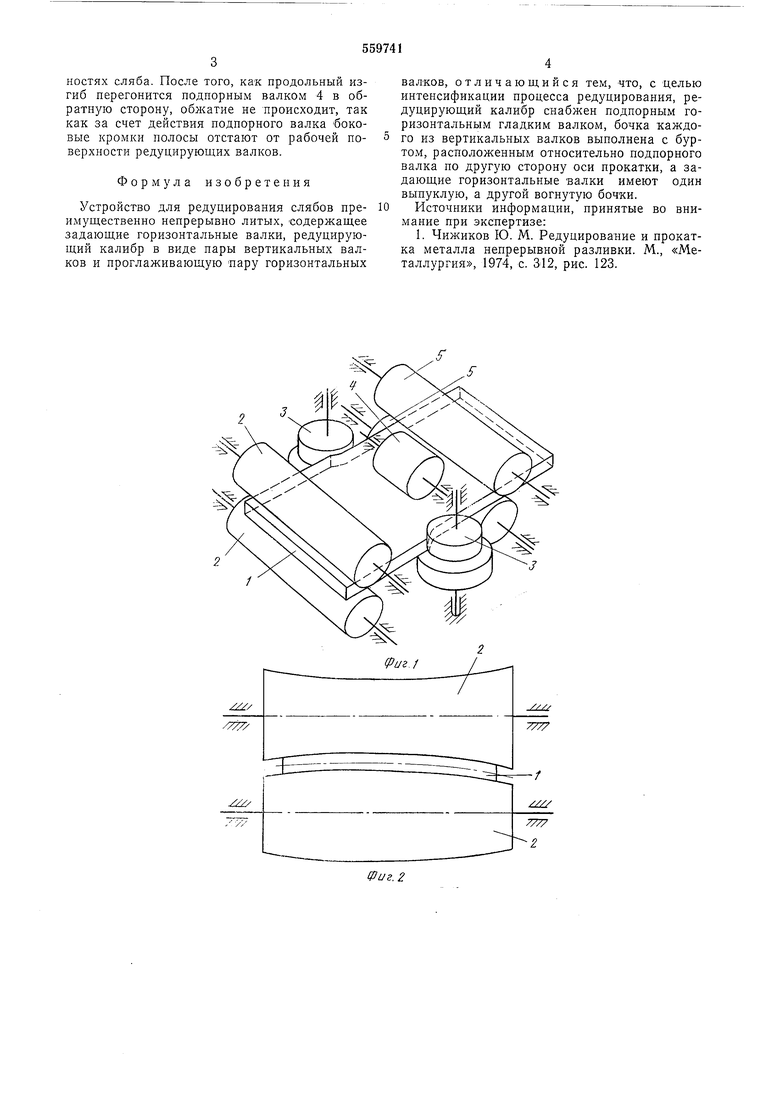
Устройство для редуцирования слябов преимущественно непрерывно литых, содержащее задающие горизонтальные валки, редуцирующий калибр в виде пары вертикальных валков и проглаживающую пару горизонтальных
валков, отличающийся тем, что, с целью интенсификации процесса редуцирования, редуцирующий калибр снабжен подпорным горизонтальным гладким валком, бочка каждого из вертикальных валков выполнена с буртом, расположенным относительно подпорного валка по другую сторону оси прокатки, а задающие горизонтальные валки имеют один выпуклую, а другой вогнутую бочки.
Источники информации, принятые во внимание при экспертизе:
1. Чижиков Ю. М. Редуцирование и прокатка металла непрерывной разливки. М., «Металлургия, 1974, с. 312, рис. 123.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для редуцированияСлябОВ | 1979 |
|
SU822934A1 |
| СПОСОБ ПРОКАТКИ В СОСТАВНЫХ КАЛИБРАХ | 1971 |
|
SU314568A1 |
| Способ прокатки слябов на листовых станах | 1981 |
|
SU990352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Способ редуцирования слябов по ширине | 1990 |
|
SU1799648A1 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| Непрерывный прокатный стан | 1973 |
|
SU621401A1 |
| Способ получения сортового проката | 1977 |
|
SU1047551A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
jT
