Настройка машины производится последовательно в соответствии с приведенным описанием ее узлов.
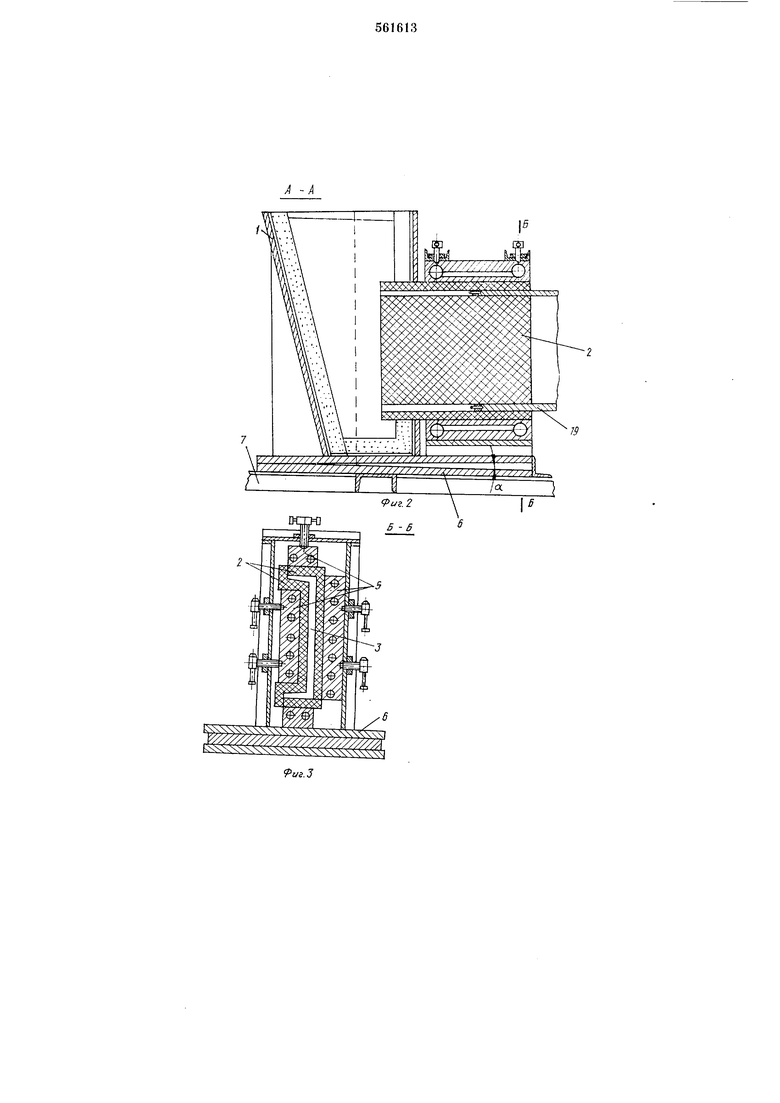
Перед разливкой в рабочую полость 3 кристаллизатора вводится головка затравки. В металлоприемник 1, разогретый до 900- 1000°С, подается жидкий чугун.
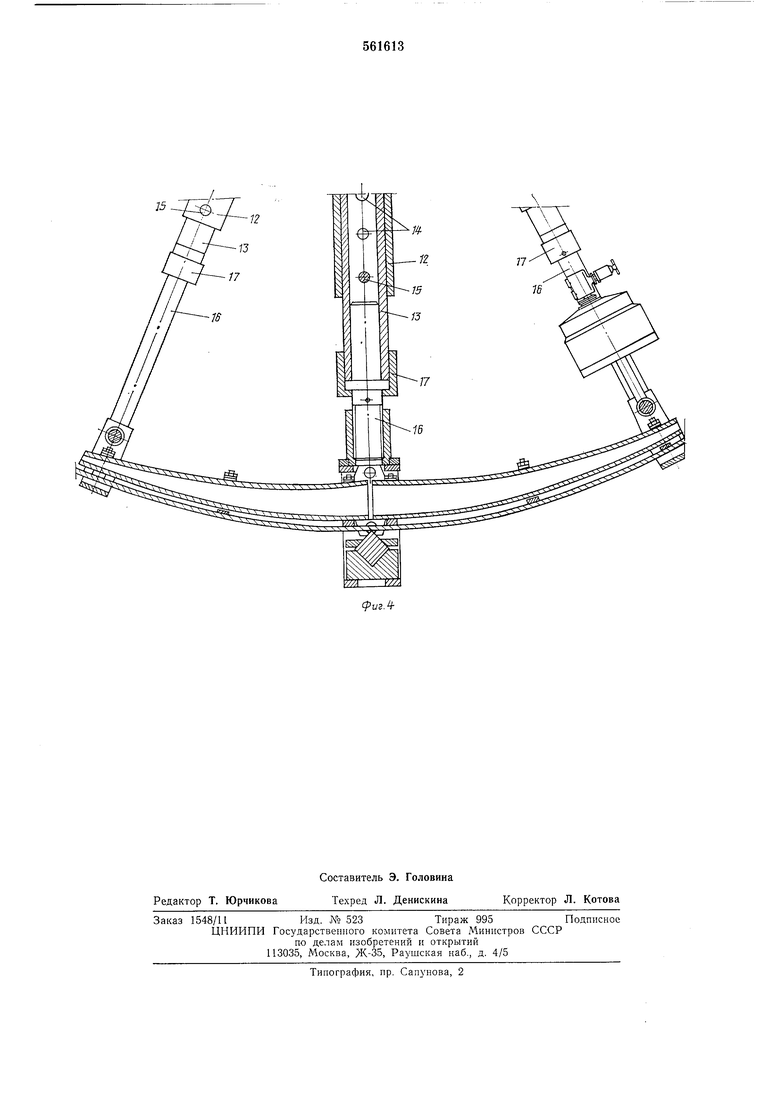
В кристаллизаторе металл выдерживается 30-40 с для надежного сцепления головки затравки со слитком, после чего включается привод тянущего устройства, обеспечивающего периодическое вытягивание слитка с заданной скоростью и шагом.
При выходе затравки из механизма поломки тянущая клеть отделяется, а заготовка по достижении заданной длины ломается на мерные длины и убирается с технологической лиНИИ разливки после ох.:аждеиия на опорных роликах до 400-500 С.
Формула
изооретения
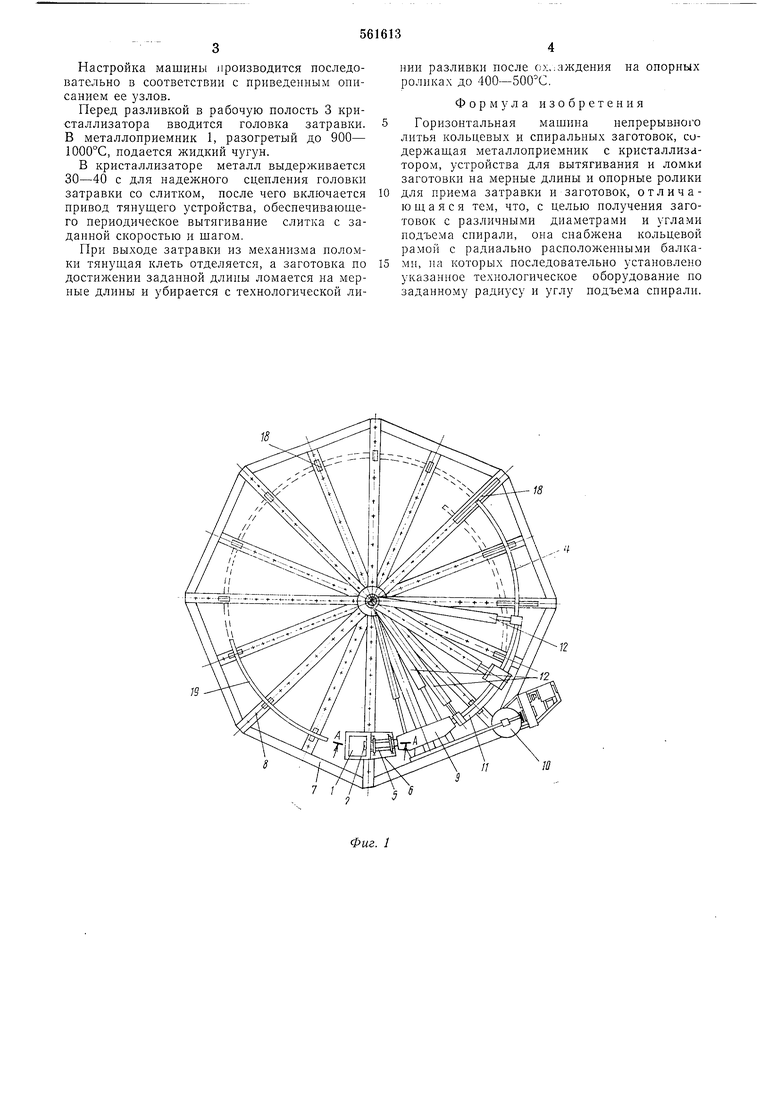
Горизонтальная машина непрерывного литья кольцевых и спиральных заготовок, содержащая металлоприемник с кристаллизатором, устройства для вытягивания и ломки заготовки на мерные длины и опорные ролики для приема затравки и заготовок, отличающаяся тем, что, с целью получения заготовок с различными диаметрами и углами подъема спирали, она снабжена кольцевой рамой с радиально расположенными балками, на которых последовательно установлено указанное технологическое оборудование ио заданному радиусу и углу подъема спирали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Установка непрерывного литья металлов | 1983 |
|
SU1091993A1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Способ непрерывного литья металлов и машина для его осуществления | 1990 |
|
SU1792796A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
18
J5
18
JS
|5
