Изобретение относится к сварочной технике и может быть применено преимущественно для сварки объемных арматурных каркасов на предприятиях сборного железобетона.
Наиболее близким по технической сущности и достигаемому результату является способ контактной точечной сварки преимущественно при изготовлении пространственных арматурных каркасов, при котором осуществляют подвод сварочного тока и сжатие точек пересечения стержней 1.
Недостатком этого способа является низкая производительность из-за изготовления пространственного каркаса в два этажа.
Целью изобретения является повыщение производительности путем одновременного соединения трех арматурных стержней за один цикл сварки.
Это достигается тем, что подвод сварочного тока осуществляют к двум стержням, а усилие сжатия передают через третий стержень к точкам KOHTaiKTa его с двумя соседними, образующими пространственный крест.
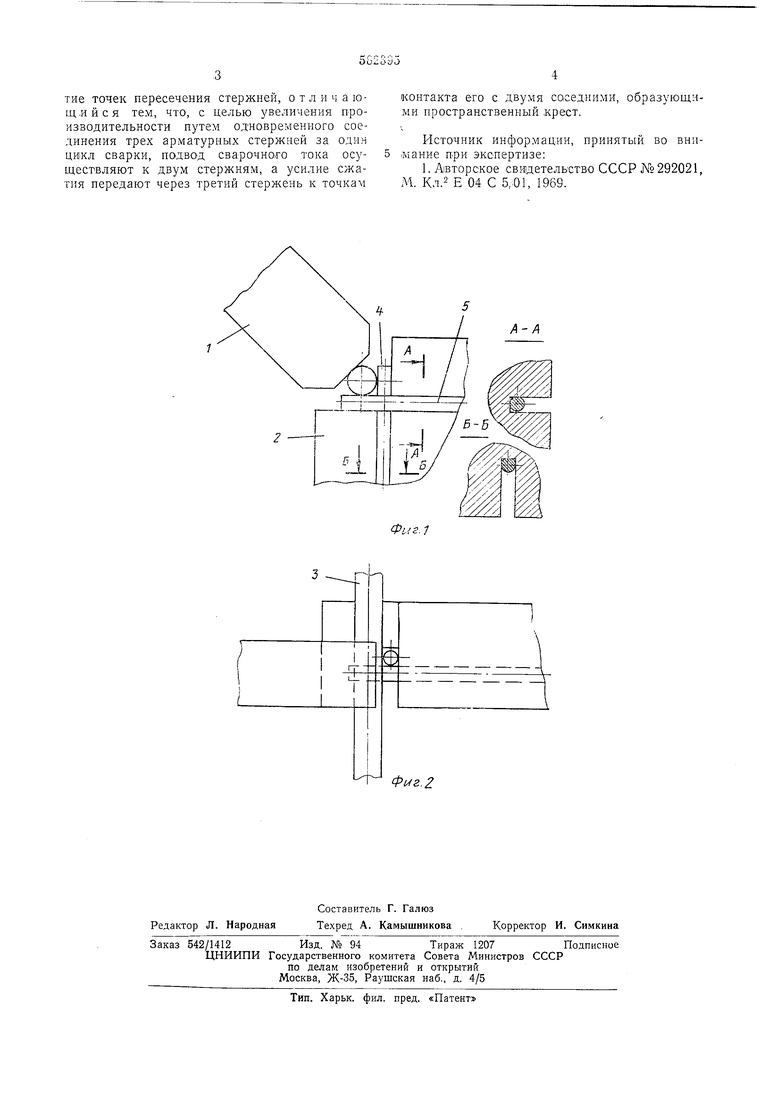
На фиг. 1 изображено устройство для осуществления способа, вид спереди и разрезы Л-Л и Б-Б; на фиг. 2 - то же, вид сверху.
Продольный стержень / одновременно прижимают к стержням 2 и 3, лежащим на неподвижном электроде 4 с крестообразными
прорезями, нри помощи подвижного электрода 5.
При подаче тока на электроды ток проходит от электрода 5 через стержень / и точки контакта этого стержня со стержнями 2 н .) на электрод 4, причем происходит оплавление металла в точках контакта етержня 7 со стержнями 2 и 3 за один рабочий цикл.
Как установлено проведенными экспериментами разница в прочности точек, полученных этим способом, находится в пределах допусков и вполне удовлетворяет условиям, предъявленным к собранным арматурным каркасам железобетонных изделий перед их формованием.
Применение данного способа устранит подготовительные операции, требующие специального оборудования, а на установках, работающих но данному способу, может быть достигнута больщая производительность труда.
Формула изобретения
Способ контактной точечной сварки преимущественно при изготовлении пространственных арматурных каркасов, при котором 30 осуществляют подвод сварочного тока и сл атие точек пересечения стержней, отличающийся тем, что, с целью увеличения производительности путем одновременного соединения трех арматурных стержней за один ци1кл сварки, подвод сварочного тока осуществляют к двум стержням, а усилие сжатия передают через третий стержень к точкам
контакта его с двумя со седними, образующими пространственный крест.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР №292021, М. Кл.2 Е 04 С 5,01, 1969.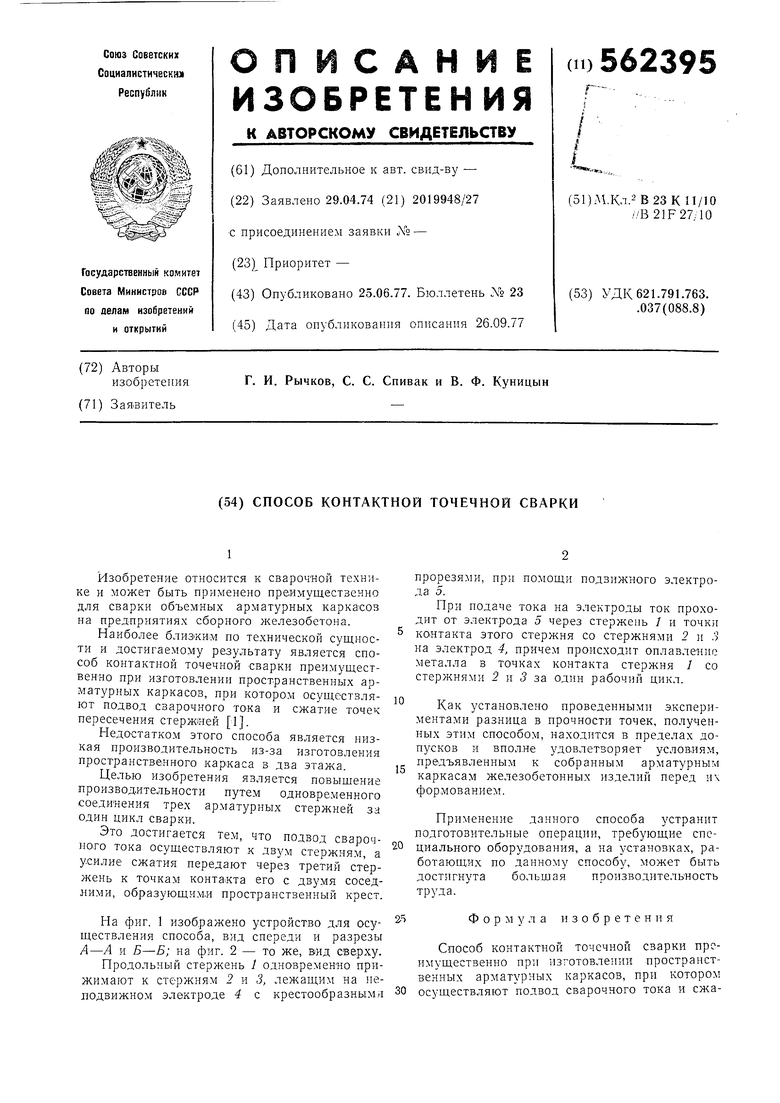
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1088900A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU326029A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1669664A1 |
| Машина для контактной точечной сварки арматурных каркасов | 1986 |
|
SU1355407A1 |
| Головка для контактной точечной сварки | 1984 |
|
SU1191225A1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1426726A1 |
| Способ контактной точечной сварки | 1973 |
|
SU458403A1 |
//Ч-Xt
.2
