(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
ки О состояния к выходу панели i9, ключ 15, выход которого подключен ко входу схемы ИЛИ 13, а вход - к выходу устройства Ю, ключ 16, выход которого подключен ко входу скемы ИЛИ 13, а
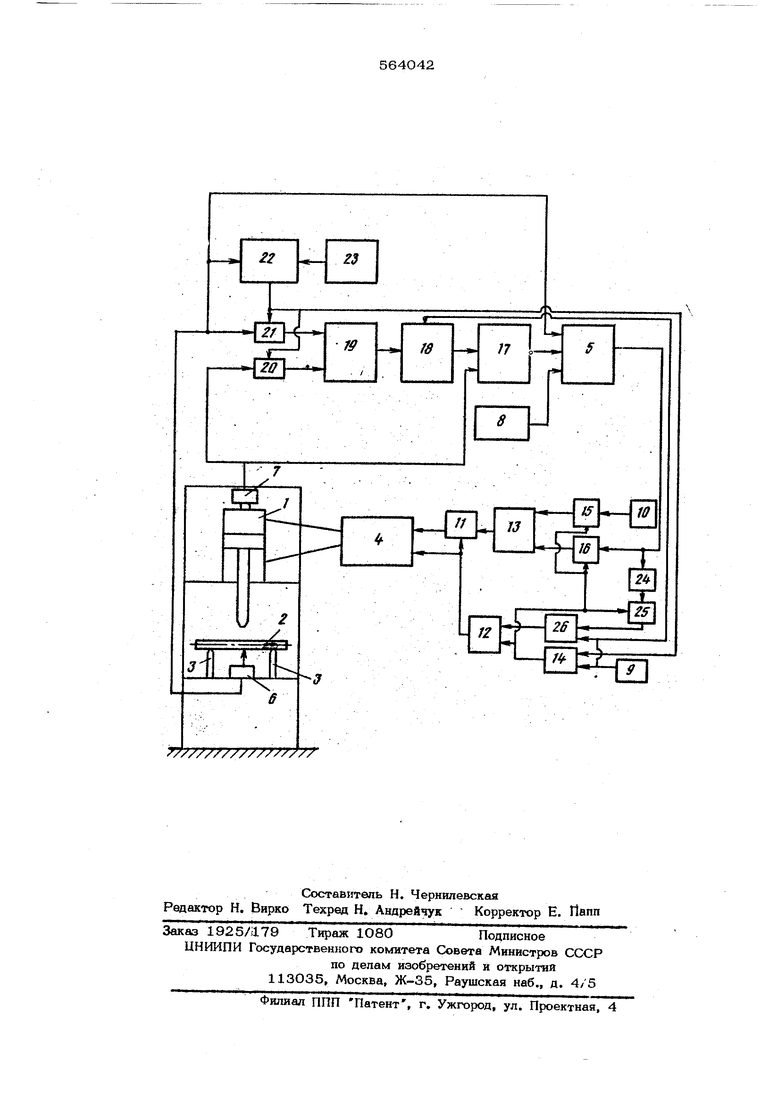
вход к выходу устройства 5, причем управляющие входы ключей 15 и 16 подключены к выходу триггера 14, блок умножения 17, выход которого подклгочек ко входу устройства 5, а один вход «- к выходу датчика 7, запоминающее устройство 18, выход которого г(ОД1 п1очен ко второму входу блока умножения 17, а вход установки О.- к выходу панели 9 блок деления 19, выход которого подключен ко влйлу-эапоминающегх устройства 18, клкэ 20f Выход которого подключен ко .входу блока деления 19, а вхоа к выходу B.af4KKB деления 7, ключ 21, выхрд которого подключен к входу блока деления 19, а вход к выходу датчика прогиба 6 сжему совпадения 22. выход которой подключей к. управляющим входам ключей 2О н 21 и ко входу установки 1 состояния триггера 14, а един иа входов к вьххо- ду датчикапрогиба 6, устройство 23 за Дания ynpyit rx прогиба детали, выход ко 7t5poix) подключен ko второму входу схемы соБпааения 22-, нуль-оргая 24, вход которого подключен к выходу суммирующвго устройства Sj ключ 25, вход которого подключен к выходу нуль--органа 24, а управляющий вход - к выходу триггера 14 триггер 26f выход которого хюдключен ко входу схемы И 12, вход установки; 0° состояния к выходу панели 9, е вход тановки 1 состояш1 я - я выходу ключа 25.
Устройство работает следующим о6ра-«
В исходном состоянии деталь 2 установлена, на двух опорах 3 азгибом вверх. Датчак 6 показывает нуль. Плунжер праamibHoro пресса 1 установлен s крайнем верхнем положений, Эяектропшравлэтесков сютовое устройство 4 полностью перекрывй подачу Масла в рабочий цилиндр пресса 1, датчик AajsfieHHS 7 показывает нуль. Триггры 14 и 26 установлены в состоянив; 1 с выхода триггера 14 загфывает гсЛюч 15, а ключи |,в vs 25 открывает. На выходе схемы И 12 появляется , .которАя закрывает Йлюч 11 Устройством 10 задана величина постоянной скорсхгти: движения плунжера пресса к ксправляемой детали. В загюглшшошем устройстве 8 aeraicana велттна первоначального изгиба испранляемой детали, ,F3 запоминающем уст)ойстве 18 запйСйн.рсаудьтат деления :ОТ
предыд5таего цикла правки. Ключи 20 и 21 закрыты. В устройстве 23 задана величина упругого прогиба детали, равная нли меньшая величины предела упругой деформации данной детали, полученная предварительно расчетным или экспериментальным
путем.
Процесс правка начинается выдачей кратков ременной команды с панели 9 для пуска. При этом запоминающее устройство 18 и триггеры 14 и 26 устанавливаются в О сгостоянив., О с выхода триггера 14 открывает ключ 15 и закрывает ключи 16 и 25. На выходе схемы И 12 появляется О (Которым открывается ключ 11. С устройства 10 через ключ 15, схему ИЛИ 13 и ключ .11 подается в электрогвдравлическое силовое устройство 4 сигнал, задающий скорость движения плунжера пресса 1 к детали . В соответствии с его величиной устройство 4 обеспечивает яодачу масла в силовой цилиндр пресса 1, в результате чего детали 2 придается возрастающий по времени прогиб. На выходе датчика прогиба в появляется сигнал, пропорциональный величине прогиба детали, а на выходе датчика давления 7 появляет СИ сигнал, велггакна которого пропорциональна давлению масла в правильном прессе 1. В момент достижения деталью заданного прогиба, записанного в устройстве 23, схе ма совпадения 22 открьтает ключи 20 и 21. На входы блока деления 19 с выхода; датчик® давления 7 через ключ 2О и с . выхода датчика, прогиба 6 через клкя 21 подаются сигналы. Блок деления 19 делит величййы iсигналов с выхода датчика прО:-«гиба б на величину сигналов с выхода датчика давления 7, Полученный результат записывается в запомкнаюшее устройство 18, где он сохраняется до конца процессе правки, рдновременно сигналом с выхода схемы совпадения 22 триггер -14 устанав яквается в 1 состояние. 1 с выхода триггера 14 закрывает ключ 15 и открывает кл10чи 16 и 25,, В процессе дальнейшей правки постоянно на входы блока умножения 17 подаются сигналы с выхода датчика давления 7 и сигналы с запоминающего устройства 18. На выходе блока умноження 17 получается величина, пропорциональная, величине упругой деформации детали 2, На входы суммирующего устройства 5 подается 1 величина первоначального изгиба детали, зaпиcaннaя в запоминающем устройстве 18, величина упругой дефомации детали, вычисленная блоком умноже ния 17s и величина прогиба детали, замеренная датчиком прогиба 6. Суммирую-шее устройство 5 определяет разность меж ду текущим прогибом детали и суммой величин ее первоначального изгиба и упругой деформации детали. Электрическая величина, пропорциональная вычисленной разности, подается через ключ 16, схему ИЛИ 13 и ключ 11 на вход электрогидравлического силового устройства 4. С ;этого момента скорость пйремешення штока пресса 1 задается устройством 4, исходя из величины разности, вьгаисленной суммирующим устройством 5. В момент, когда эта разность равна нулю, устройств 4 прекращает подачу масла в цилиИдр пресса 1, и на выходе нуль органа 24 появляется сигнал, который через ключ 25 устанавливает триггер 26 в состо яние. На выходе схемы И- 12 появляется 1, которая закрывает ключ 11 и за дает устройству 4 режим движения илунжера пресса 1 вверх от детали. При дости жении плуйжером крайней верхней точки электрогидравлическое снловов устройство 4 прекращает подачу масла в цвлнвдр правильного пресса 1. На этом процесс прай ки заканчивается. Описываемое устройство значительно увелнчнвае производительность правки путем сокращения количества деформаций правки детали до одной и исключения многократных операгшй замера остаточного изгиба детали между этими деформациями. Формула изобретения Устройство для правки длинномерных цилиндрических деталей, содержащее яравильный пресс с электрогцдравлическим приводом и установленные на нем опоры для выправляемой детали, бпок задания скорос ти движения плунжера пресса, выход кото рого подключен ко входу электрогидравлического привода, панель для пуска, выход которой подключен ко входу блока задания скорости двихсения плунжера пресса, суммирующее устройство, выход которого подключен ко входу блока задания скорости движения плунжера пресса, запоминающее устройство величины первоначальнстго изгиба, выход которого подключен ко входу суммирующего устройст ва, датчик прогиба детали, выход которого подключен ко входу суммирующего устройства, о т л и ч «fю ш е е с я тем, что, с целью увеличения производительности, оно снабжено бло- комвычисления величины упругой деформаНИН, выход которого подключен ко входу суммирующего устройства, блоком определений отношений деформации к усилию, выход которого подключен ко входу блока вычисления величины упругой десЗюрмации, а вход к выходу датчика пропгба, и блоком контроля усилия, выход которого подключен ко входу блбка определения отношения деформации к усилию и ко входу блока вычисления величины упругой дефо5 маций, а вход подключен к гидравлической системе привода, Источники . )анформааий, принятые во внимание при экспертизе: , 1. Патент США № 3481170, м, 72-е, опубл. 1969 К
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки длинномерных цилиндрических деталей | 1977 |
|
SU667276A2 |
| Система управления правильным прессом | 1979 |
|
SU848119A1 |
| Система управления правильным прессом | 1977 |
|
SU715172A1 |
| Система управления правильным прессом | 1979 |
|
SU852405A1 |
| Система управления правильнымпРЕССОМ | 1979 |
|
SU844097A1 |
| Система управления правильным прессом | 1980 |
|
SU946719A1 |
| Система управления правильным прессом | 1977 |
|
SU722633A1 |
| Устройство для правки трубных заготовок | 1989 |
|
SU1648587A1 |
| Устройство контроля деформации заготовки при гибке профилей с растяжением | 1979 |
|
SU863068A1 |
| Устройство точной установки детали для правки | 1977 |
|
SU725741A1 |