(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА НА ПОЛЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ
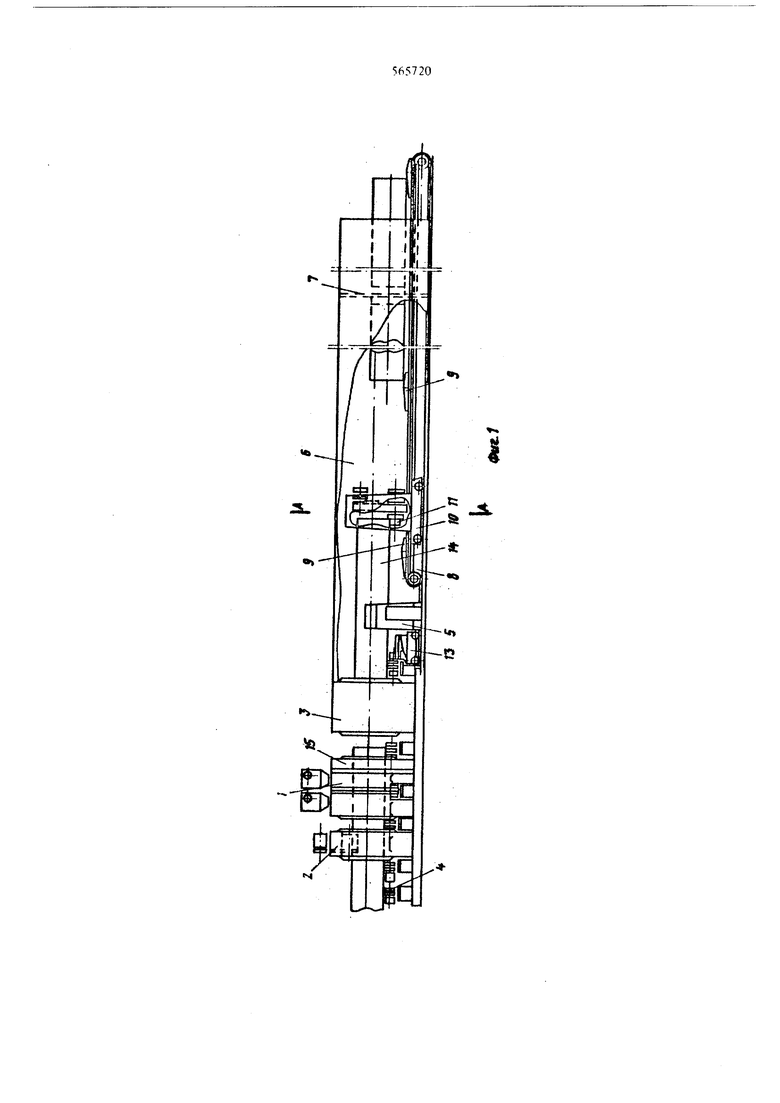
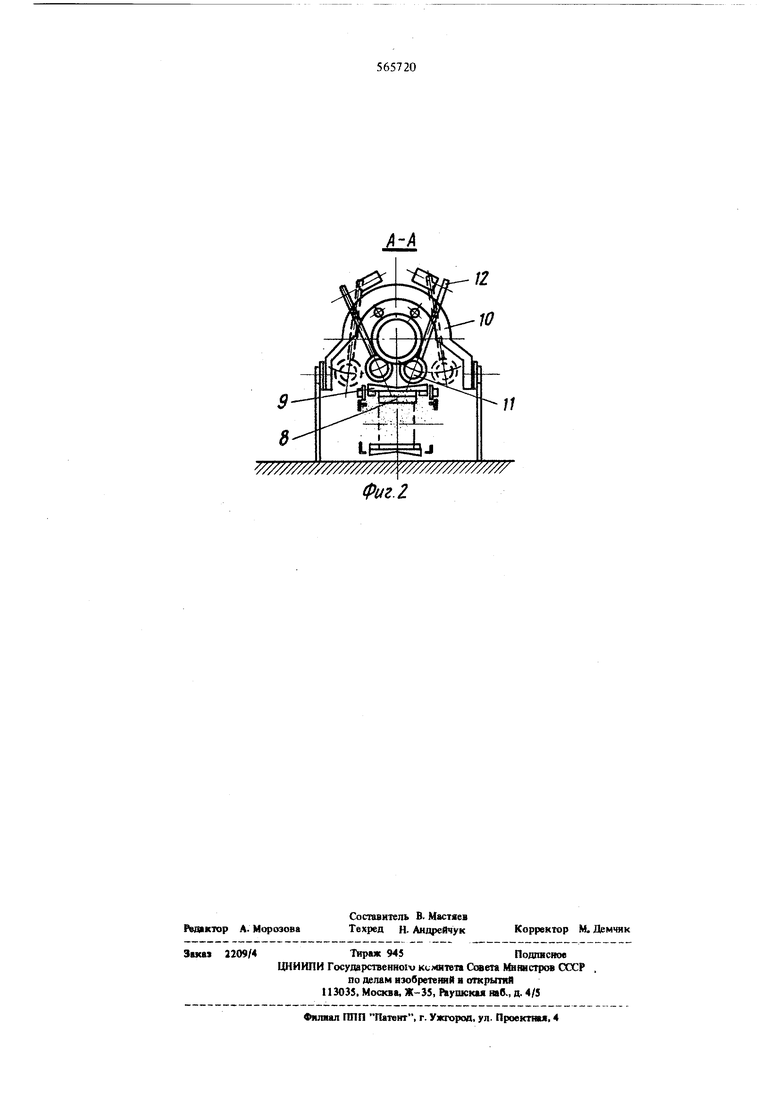
тя и подачи воды. Через теплоизолироватгый кожух проходит транспортере, работающий в шаговом режиме с ходом, равным максимальной длине трубы. Транспортер 8 снабжен наклонными опорными площадками 9 и тележками с опорными роликами, одна из которых выполнена в виде арки 10 с опорными роликами 11, закрепленными 1и поворотных рычагах 12. Другая тележка 13 служит для захвата конца трубы 14 и снабжена реверсивным двигателем.
Поточная линия работает следующим образом.
Поступающая на рольганг 4 труба 14 последовательно проходит при непрерьгоном вращении через устройство 1 предварительной обработки изделия, обдувается воздухом для удаления продуктов очистки и пьши в агрегате 15, проходит нагревательную установку 3 над роликовой тележкой 13 захвата трубы, установленной непосредственно у последней пары роликов рольганга 4. Затем труба проход 1т через устройство для нанесения покрытия 5 и дальше до опорных роликов 11 тележки 10. С момента попадания переднего конвд труб:- на опорные ролики тележки 10 движение тележки осзОДествляется самой трубкой до момента выхода другого конца трубы из нагревательной установки 3 и попада1тая зго на опорные ролики тележки 13. С этого момента трубу перемещает до транспортера 8 тележка 13. В это время на трубу наносится покрытие. При подаоде тележки 13 к транспортеру 8 опорные ролики 11 тележки 10 разводятся и труба 14 укладьгеается торцами на наклонные опорные площадки 9 транспортера 8, которьш перемещает трубу на расстояние равное максимальной длине (10,12 и 36 м). 8 это время тележки 10 и 13 возвращаются в исходное положение и цикл работы повторяется.
Для управления процессом полимеризации, выдержки и охлаждения покрытия под кожухом 6 в начале процесса и при неустановившемся процессе после остановок линяй и т.д. под кожух 6 (в
первую секцию) подается нагретый воздух Ш1Я поддержания температуры 50-120°С. В зависимости от времени полимеризации разделительная nef)eгородка 7 устанавливается на различном расстоянии
от начала кожуха 6. Попадая во вторую секцию кожуха, поверхность трубы 14 ;шбо обдувается воздухом, либо обливается водой из сопел,расположе1шых по всему периметру.
Поточная линия Позволяет наносить полимерны,
силикатные и металлические покрытия на трубы различных диаметров, а также одновременно с наружной изоляцией осуществить нанесение внутреннего покрытия.
15
Формула изобретения
Поточная линия для нанесения покрытий нн полые цилиндрические изделия, преимзтцественно
20 трубы, включающая устройства для предварительной обработки изделия, нанесения на них покрытия а также устройство для транспортирования изделия, отличающаяся тем, что с целью повышения производительности; поточная линия снабжена
25 теплоизолированным кожухом, в котором размещено устройство для транспортирования изделия, вьшолненное в виде бесконечного транспортера, снабженного наклонными опорными площадками, и тележек с опорными роликалш, причем
30 одна из них имеет форму арки, к которой прикреплены посредством поворотных рычагов опорные ролики J а другая стбжена реверсивным приводом.
Источники информации, принятые во внимание
3& при экспертизе:
1. Авторское свидетельство СССР №72457; кл, В05в 13/00, 1949.
2. Патент США №358122, кл. 214-338, 1971.
1
/////////////////////
;/ Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения проката в линии отделки | 1990 |
|
SU1713704A1 |
| Поточная линия нанесения горячего покрытия на трубы | 1990 |
|
SU1724724A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Поточная линия для печного на-гРЕВА плОСКиХ СлиТКОВ из цВЕТНыХМЕТАллОВ | 1977 |
|
SU831819A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Автоматическая поточная линия для изготовления штампованных изделий | 1978 |
|
SU779021A1 |
| Поточная линия для очистки и изоляции наружной поверхности труб | 1968 |
|
SU897318A1 |
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |