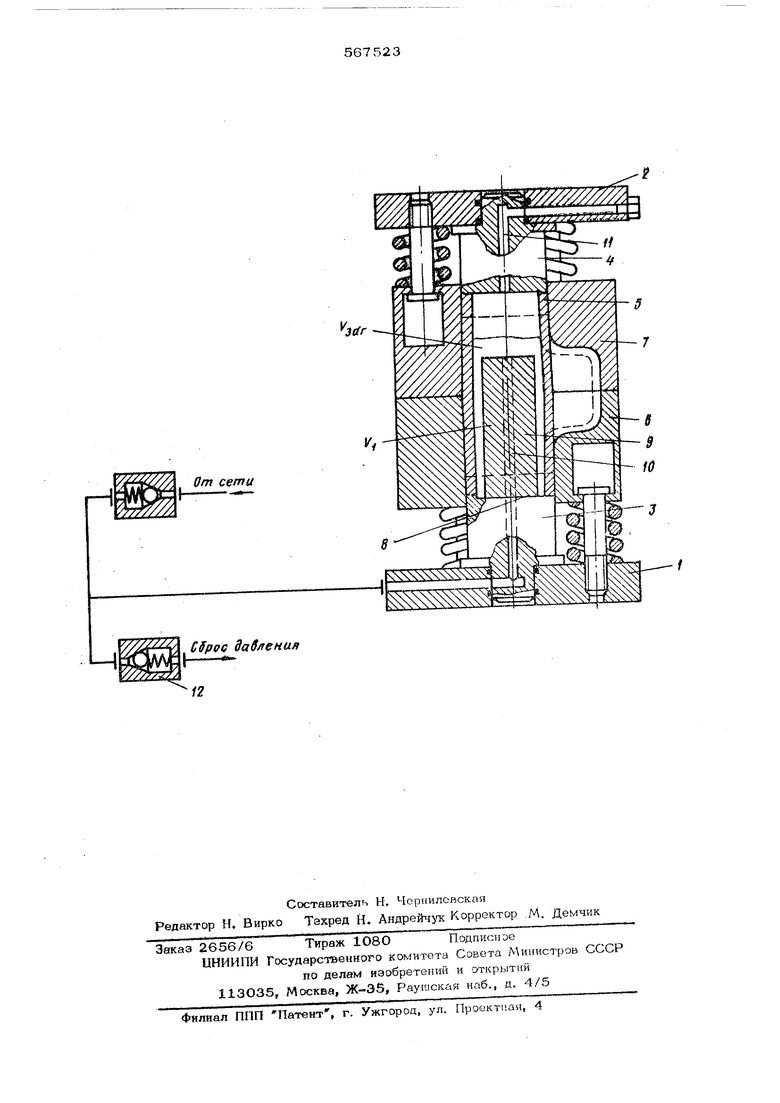
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВЕТВЛЕНИЯМИ Чертеж иллюстрирует изобретение. Устройство для изготовления полых изделий с ответвлениями состоит из нижней 1 и верхней 2 плит, на которых закреплены пуансоны 3 и 4 для осевого сжатия полой заготовки 5 и создания в ней внутреннего гидростатического давления, а также из разъемного матричного блока с двумя матрицами 6 и 7, имеющими, например, коническую внутреннюю поверхность с небольшим углом конусности. На торце 8, например, нижнего пуансона 3, соосно с ним, установлено | сменное твердое несжимаемое тело 9 для ввода его во внутреннюю полость заготовки 5,. Площадь поперчного сечения тела 9 меньше соответствующей площади полости корпуса готового изделия, а объем тела 9 выбран из соотнощения 0.6 V3e,,, объем твердого несжимаемого тела 9; объем полости заготовки 5; изл- объем полости изделия. Для подачи жидкости в полость заготовки 5 в пуансоне 3 и твердом теле 9 предусмотрен канал 1О. Воздух удаляется из этой полости по каналу 11 в пуансоне 4, Для сброса избыточного гидростатического давления устансФлен клапан 12, Устройство работает следующим образом Полую заготовку 5-устанавли&«от торцом например, на нижнюю матрицу 6 с конической внутренней поверхностью. Затем заготсжку подвергают предварительному продоль ному обжиму, смыкая обе матрицы 6 и 7 и выбирая при этом зазоры между наружной поверхностью заготовки 5 и внутренней псжерхностыо матриц 6 и 7. Одновременно с этим в полость заготовки 5 вводят твердое несжимаемое тело 9, После предварительного обжима во внут реншою полость заготсвки 5, замкнуту ве ним 4 и нижним 3 пуансонами, по Хканалу 10 подают рабочую жидкость, при эггом аытесияемый из полости воздух удаляется по каналу 11, Затем оба канала перекрыв,аЮ1т дпя создания герметически замкнутого объема в полости заготовки 5. Пойышемие внутреннего гидростатическо
го давлеиня в полости ааготговки 5 осущестгвУ50 опубл. 194О г. ляют осевым сжатием пуансонов 3 и 4, соблюдая при этом плавность повышения этого давления по заданному закону с помощью твердого несжимаемого тела 9, вводимого во внутреннюю .полость заготовки. Так как тело 9 является сменным, а его объем выбирают из соотнощения 0,6 то это позволяет во всех случаях обеспечить такое повышение давления (которое ct ответствует материалу заготовки и толщине ее стенок. Сброс избыточного давления осуществляется автоматически клапаном 12. По ококнчании формообраасжания пуансоны 3 и. 4 отводят в исходное положение, УДАЛЯЮТ жидкость .из .полости готового иэ-м делия, раскрывают матрицы 6 и 7 и снимают изделие. Формула изобретения Устройство для изготовления полых издельй с ответвлениями, содержащее разъемный матричный блок и пуансоны для осевого сжатия полой заготовки и создания в ней внутреннего гидростатического давления, отличающееся тем, что, с целые изготсдаления изделия из материалов с повышенным пределом текучести, например из углеродистой стали, на торце по крайней мере одного из пуансонов и ccvосно с ним установлено сменное твердое несжимаемое тело, вводимое в полость заготовки, арнчем площадь поперечного сечения этого тела меньше соответствующей площади поперечного сечения полости изделия, а объем тела выбран из соотношения «ЗА где V. .- ооъем твердого несжимаемого Зяг объем полости заготовки; изд объем полости изделия. Источники информации, принятые во внимание при экспертизе: 1. Патент США N 22О6741, кл. 29-157,
От сети
заг
. CSpoQ дабления -

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ТИПА ТРОЙНИКОВ И КРЕСТОВИН | 1970 |
|
SU283168A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ТРОЙНИКОВ | 2009 |
|
RU2417852C2 |
| Способ изготовления оболочек из листовой заготовки | 2024 |
|
RU2839221C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
| Устройство для изготовления полых деталей с отводами из трубной заготовки | 1975 |
|
SU551074A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| СПОСОБ ШТАМПОВКИ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2542046C2 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |