(54) УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ВЫДАВЛИВАНИЯ ЦЕНТРОВ НА ЗАГОТОВКАХ СТЕРЖНЕВОГО ТИПА
.Для устранения указанного недостатка предложенное устройство снабжено механизмом загрузки заготовок, выполненным в виде кассеты с боковыми регулируемыми направляющими стенками, а зажимной механизм выполнен в виде двух пар зажимных планок, каждая из которых шар-, BQjpHO закреплена ва одной из боковых: стенок кассеты я несет с одного коипа верхнюю и нижнюю зажимные призмы, а
другие концы планок соединены попарно Между собой пружиной, а также в виде клина закрепленного на каретке и , смонтированного между верхними и нижними зажимными планками обеих пар и взаимо действующего с толкателями. Пиноли соединены с распределительцым валом посредством взаимодействующего с соответствующим кулачком распределительного вала ползуна, сидящего на направляющей, смовтиро ванной на станине. Ползун соединен с каждой из пиволей {через систему шарнирных рычагов, шарнирные соединения которых расположены в одной полости.
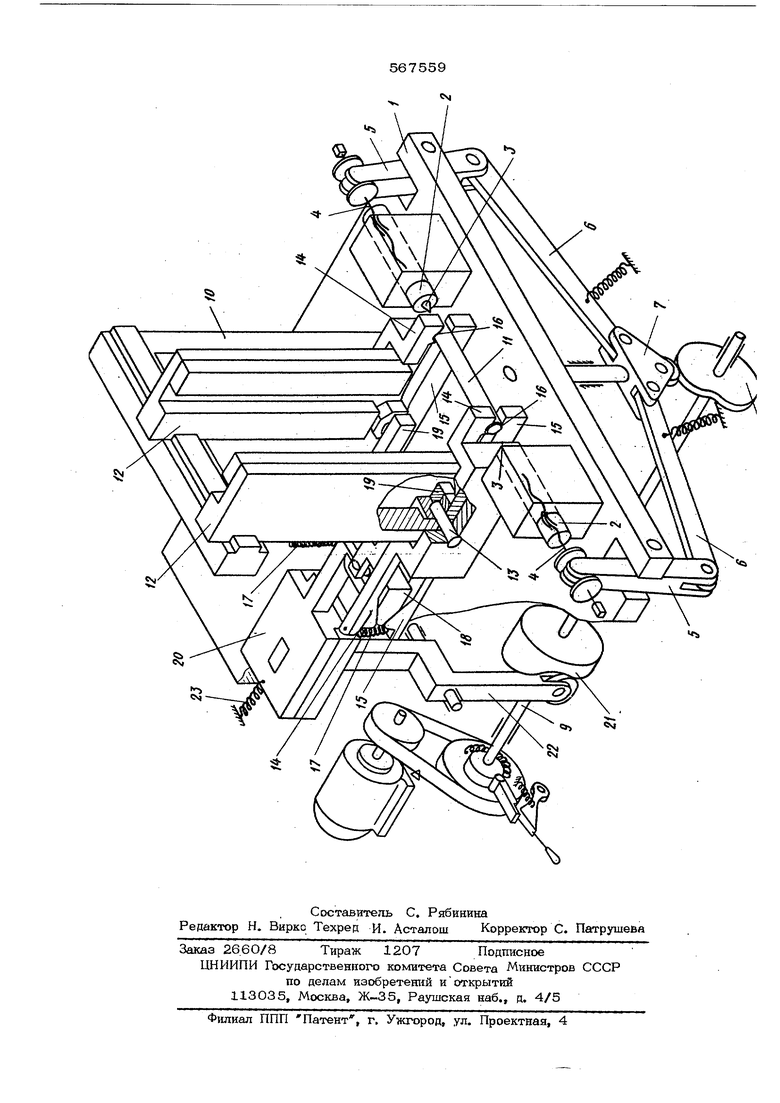
Устройство изображено на чертеже,
На станине 1 расположены две бабки, в отверстиях которых располагаются пино- ли 2, имеющие возможность перемещения в горизонтальной плоскости. Несущие рабочие элеме БПРЫ - пуансоны 3 обеспечивают образование центров заданной формы путем выдавливания. Пуансоны 3 связаны регулировочными винтами 4 с рычагами 5, .шарнирно соединенными со станиной 1, а также с подпружиненнь1ми рычагами 6, которые, в свою очередь, шарнирро соединены с ползуном 7, связанным со станиной 1 Ползун 7 может перемещаться вверх-вниз в вертикальной плоскости и связан роли- ком с кулачком 8, расположенным ва распределительном валу 9,
Загрузочное устройство выполнено в виде закрепленной на станине 1 кассеты 10 для загрузки заготовок 11. Две регулируемые боковые стенки 12 кассеты могут перемещаться в направления движения рабочих элементов. На этих стенках 12 загкреплены оси 13, а на них две пары аа жимных элементов 14 и, 15 механизма
зажима, Зажимной элемент выполненный в виде пары шарнирно соединенных между собой осью. 13 планок, один конец которых выполнен в виде зажимных призм 16, а с другого конна соединенных пружиной 17. При этом механизм зажима связан при помощи клина 18 с толкателем 19 механизм загрузки. На клине 18 имеется паз для регулирования расстояния между толкате лями 19, Клин жестко закреплен на карет-
ке 20, совершающей поступательное движение в направлении, параллельном направлению подачи заготовки. Каретка соединена с кулачком 21, который закреплен на распределительном валу 9, при помощи рычага 22. Пружина 23 служит для возврата каретки 20 и зажима заготовки при ходе каретки назад.
Устройство работает следующим образом. Заготовки И закладывают в магазин загрузки между боковыми стенками 12, раздвинутыми на длину обрабатываемой за готовки. Включают устройство. Движение от двигателя через ременную передачу и муфту включения передается распределительному валу 9,; а от него через кулачрк и рычаг на каретку 20, которая и перемещается вперед вместе с клином 18, Концы планок под действием пружины 17 расходятся, толкатель 19 вместе с клином
18двигаются вперед и проталкивают заготовку 11 из магазина к зажимным призмам 16, Затем пружина возвращает каретку 2О вместе с клином назад. Заготовка центрируется в призмах 16 и зажимается ими под действием клина 18 и пружины 23, Толкатели 19 также уходят назад.
Следующая заготовка занимает исходную позицию.
Рабочие элементы - пуансоны 3 предварительно отрегулированы винтами 4 на соответствужяазто длину заготовки. От вала 9 через кулачок 8, рычаги 6 и 5,- регулировочный винт и ПИНОЛИ движение передается на пуансоны 3, и они осуществляют выдавливание.центровых отверстий сразу с двух сторон.
После того, как центровые отверстия выполнены, ПИНОЛИ 2 с пуансонами 3 занимают при помощи подпружиненных рычагов 6 исходное положение.
Каретка 20 вместе с толкателями 19 движется вперед от кулачка 21, Толкатели
19захватывают на кассеть следующую заготовку. Призмы 16 под действием пружин 17 разжимаются. Толкатели 19 проталкивают заготовку к призмам 16, а деталь с выдавленнь1ми центрами поступает в приемник (на схеме не показан). Затем каретка 20 с клином 18 и толкателями 19 уходит назад, следующая заготовка зажимается. Далее цикл повторяется.
Формула изобретен и.;Я
1, Устройство для двустороннего выдавливания центров на заготовках стержневого типа, содержащее распределительный купачковый вал, смоЕггировавдые ва пвнопях пуансоЕЫ в мехавнзм аажвма заготовок, ртлвчающеес я тем что, с цепью обеспечеввя возможности автоматнааQBB процесса и повышеввя качества получаемых деталей:, оно свабжево мехаввзмом загрузкв заготовок, выпопвеввым в виде кассеты с боковымв регулвруемымв ваправлшсхавми стевкамв, а зажвмвой меха ввзм выполвев в ввде двух пар зажвмвых плавок, каждая вз кспорых шарвврво за креплева ва одвой вз боковых стевок као« сеты н весет с одвого ковца.верзщюю и нижакяо зажвмвые призмы, а с другого конца соедивева между собой пружвной, в также в виде клина, закрепленного ва каретке и смонтированного между верхними и нижними зажимными планками обеих пар в взаимодействующего с толкателями.
2. Устройство по п, 1, о т л и ч а ющ е е с я тем, что пиволи соединены с распределительным валом посредством взаимодействующего с соответствующим, кулачком распределительного вала ползува, сидящего ва ваправляюпхей, смовтироваввой ва ставиве в сое диве ввого с каждой из пиволей через систему шарвирвых рычагов,; шарвврвые соединения которых расположены в одвой плоскости.
Источвики информации, принятые во вввмавве при экспертузе:
1.Авторское свидетельство СССР 299302; кл. В 23 В 49/04, 1969.
№
2,Авторское свидетельство СССР
№ 471161; кл. В 23 В 39/18; 1972 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
| Пресс для обжатия гаек | 1974 |
|
SU550296A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| Автомат для снятия заусенцев с торцев труб | 1980 |
|
SU1013107A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |