Изобретение относится к области механообр.аботки, в частности к автоматическим лиН)иям механической обработки корпусных деталей, налример, корлусав или крышек редукторов, на универсальных станках с подвижными столами и неподвижным инструментом.
Известны автоматические линии для механической обработки корпусных деталей, металлорежущие станки которой снабжены закрепленными на столах зажимными приспособлениями и связаны штанговым транспортером, выполненным в виде отдельных последовательно расположенных секций 1.
С целью обеспечения возможности встраивания в линию станков с подвижньши столами в предлагаемой линии в корпусе каждого зажимного приспособления выполнен проем с направляюшими роликами для захода конца секции штангового транспортера.
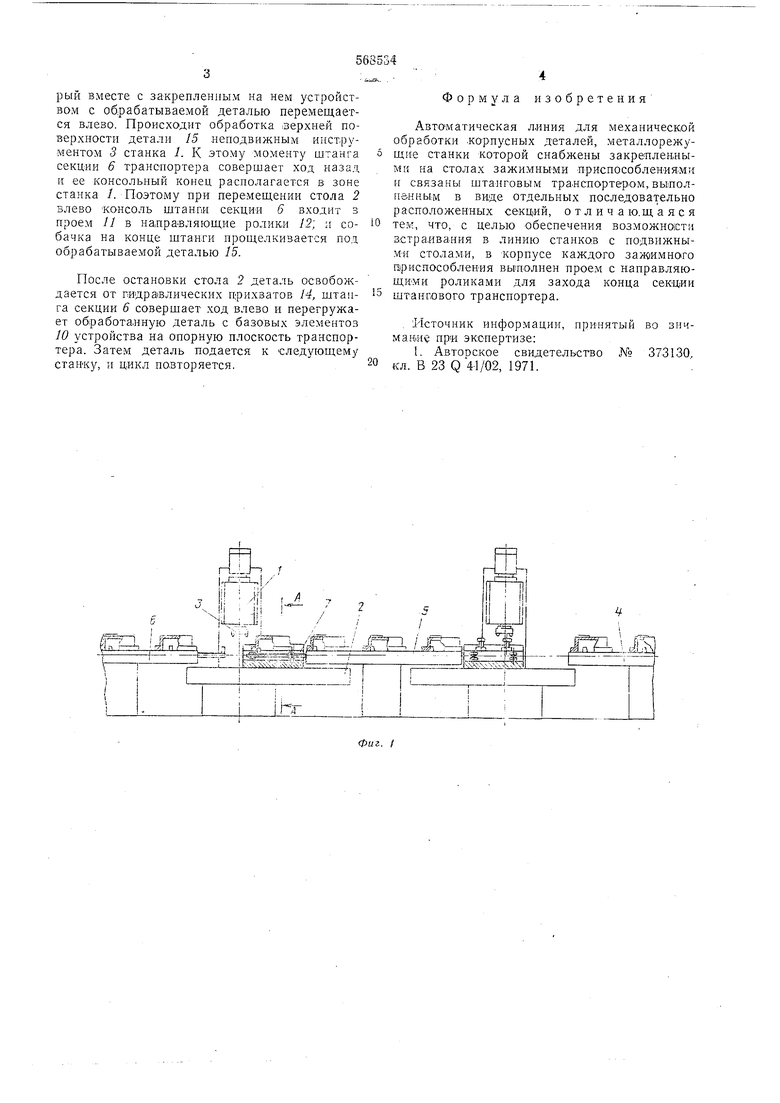
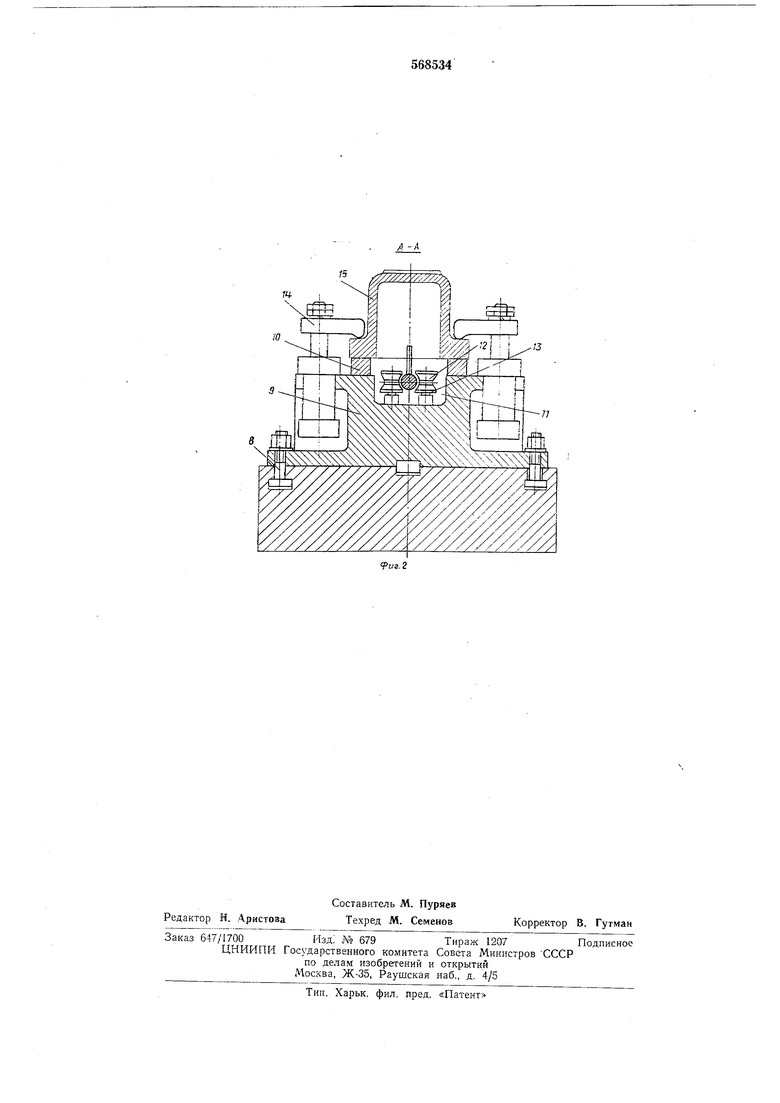
На фиг. 1 изображена часть предлагаемой автоматической линии, обший вид; на фиг. 2 - разрез по Л-Л на фиг. I.
В автоматической линии универсальные, например, фрезерные станки J с подвижными столами 2 и режущим инструментом 3 связаны между собой штанговым транспортером, выполненным в виде отдельных секций 4, 5 и 6, установленных между станками по линии обработки. Штанга 7 каждой секции
транспортера выполнена консольной. На столе станка .посредством винтов 8 неподвижно закреплено специальное устройство, выполненное в виде корпуса 9, несущего базовые
элементы JO для обрабатываемой детали. Между базовыми элементами в «орпусе 9 выполнен продольный проем П для прохода в него консоли штанги 7, которая поддерживается направляющи-ми роликами 12, установленными в этом проеме на осях 13. Деталь в устройстве фиксируется на элементах 10 посредством гидравлических прихватов 14. Автоматическая линия работает следующим образом.
Обрабаты.ваемая деталь 15 подается штангой 7, например, секции 5 транспортера к стайку /. Стол 2 станка располагается в крайнем правом положении. Ходом штанги 7 деталь 15 перегружается с транспортера на
базовые элементы 10 корпуса 9 устройства. При этом консоль штанги 7, перемещаясь в проеме // корпуса 9, заходит в направляющие ролики 12 и поддерживается ими в процессе перемещения.
После установки детали 15 на корпус 9 устройства штанга 7 возвращается в исходное положение, а деталь ориентируется и закрепляется на базовых элементах 10 посредством гидравлических прихватов 14. Затем включается привод перемещения стола 2, который вместе с закрепленным на нем устройством с обрабатываемой деталью перемещается влево. Происходит обработка |3ерхней поверхности деталн 15 неподвижным инструментом 3 станка 1. К этому моменту штанга секции 6 транспортера совершает ход назад и ее консольный конец располагается в зоне станка /.Поэтому при перемещении стола 2 влево КОНСОЛЬ штанпи секции 6 входит з проем // в направляющие ролики 12, и собачка на конце штанги прощелкивается под обрабатываемой деталью 15.
После остановки стола 2 деталь освобождается от гидравлических црихватов 14, штанга секции 6 совершает ход влево и перегружает обработалную деталь с базовых элементов 10 устройства на опорную плоскость транспортера. Затем деталь подается к следующему станку, и цикл по-вторяется.
Формула изобретения
Автоматическая л.ипия для механической обработки .корпусных деталей, металлорежущие станки которой снабжены закреплеинымн на столах зажимными приспособлениями и связаны штанговым транспортером, выполненным в внде отдельных последовательно расположенных секций, отличаю.щаяся Tervi, что, с целью обеспечения возможности встраивания в линию станков с подвижными столами, в корпусе каждого зажимного гириспособления выполнен проем с направляющими роликами для захода конца секции штангового транспортера.
. Источник информации, при нятый во знчман1И при экспертизе:
. Авторское свидетельство ° 373130, кл. В 23 Q 4-1/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Автоматическая линия бесспутникового типа для обработки картеров ведущих мостов автомобилей | 1985 |
|
SU1318386A1 |
| Автоматическая линия для обработки деталей | 1989 |
|
SU1712128A1 |
| Автоматическая линия | 1985 |
|
SU1355455A1 |
| Автоматическая линия спутникового типа | 1982 |
|
SU1013216A1 |
| Автоматизированный участок | 1978 |
|
SU779018A1 |
| Шаговый штанговый транспортер | 1977 |
|
SU622646A1 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Автоматическая поточная линия | 1986 |
|
SU1395461A1 |
/-fZ: :1 ,
Ип - UiT)
;0
75
