1
Изобретение относится к штанговсвя конвейерам поточных линий, предназваченных для периодического подъема о6рабатывае «х деталей и переноса их с позиции на позицию.
Известен транспс тер для поточных линий сборки и. сварки, кото{ялй сиавжем зажимными механизмами для изделий, каждагй из которых выполи в виде установленного на оси двуплечего рычага - прихвата .
Однако выполнение зажимного механизма в виде только одиого двуплечего рычага-прихвата, непосредственно взаимодействующего с приводом, не обеспечивает плавного прихвата, что влияет на иадежность закрепления изделий.
Цель изобретения - повышеиие надежности закрепления изделий.
Это достигается тем, что зажимиой механизм снабжен дополнительным fveyялечим рычагом, шарнирно связанным посредством тяг с одним из плеч рычага-прихвата и с транспортной штангой.
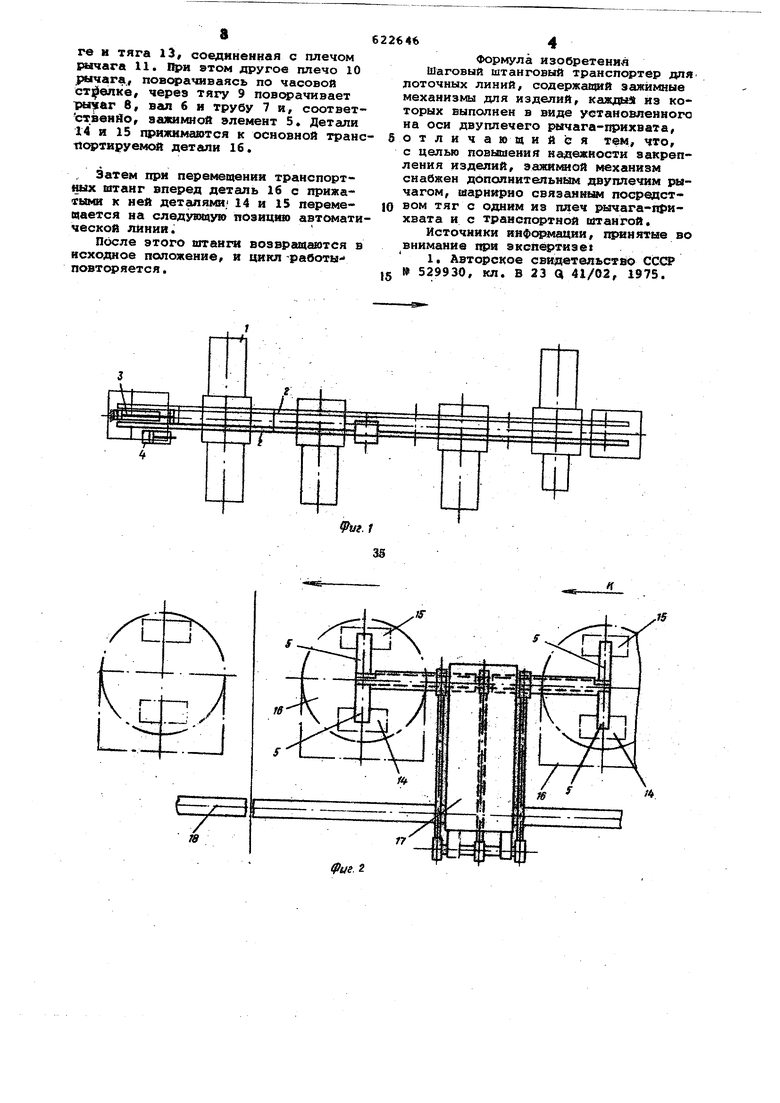
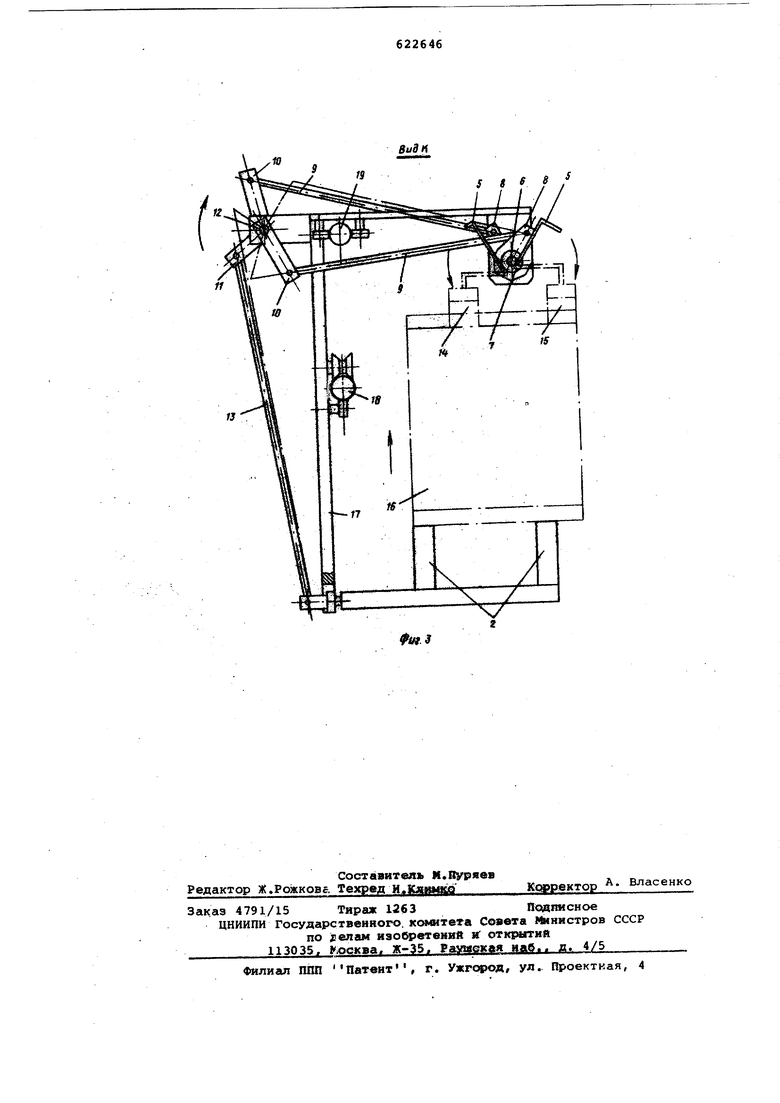
На фиг. 1 изображена поточная линия, общий вид; на фиг. 2 - часть поточной линни, вид сверху; на фиг.Звид К фиг.2.
Автоматическая линия состоит из металлорежущих к сборочных станков i, связанных шаговым штанговым трансnapT&povi 2, нмеючим приводы главного движения 3 и подъема 4.
Транспортер 2 снабжен зажимными рычажными механизма, каждый из которых выполнен в виде двуплечего рычага-прихвата с плечом-прихватом 5, расположенным на валу 6, проходящем внутри трубы 7, на которой, в свою очередь, расположено плечо 8. Плечо 8 через тягу 9 связано с плечом 10 второго двуплечего рычага 11, которое также, как и рычаг 11, жестко закреплено на валу 12. Рычаг 11 шарнкрно связан через тягу 13 со штангой транспортера 2.
Прихваты 5 прижимают детали 14 и 15 к основному изделию 16. Зажимной (я гаажиый механизм размещен на каретке 17., которая перемещается по штан;гам 18 и 19, расположенным между станкамй,.1 поточной линии.
Устройство работает следующим образом.
Во время работы поточной линии при подъеме штанги транспортера 2 поднимаетс.9 жестко закрепленная на штанre и тяга 13, соединенная с плечом рычага 11. При этом другое плечо Ю рычага, повсчрачиваясь по часовой стрелке, через тягу 9 поворачивает а«аг 8, вал б и трубу 7 и, соответ ст.венйо, зажимной элемент 5. Детали 14 и 15 прижимаются к основной тран т1с тируемой детали 16. Затем при перемещении транспортных штанг вперед деталь 16 с прижатыми к ней деталями/ 14 и 15 перемещается на следующую позицию ческой линии. После этого штанги возвраида тся нсходное положение, и цикл -работыповтсфяется. 46 формула изобретения Шаговый штанговый транспортер для поточных линий, содержащий зажимные механизмы для изделий, каждой из которых выполнен в виде установленного на оси двуплечего рычага-прихвата, отличаюшийея тем, что, с целые повышения надежности закрепления изделий, эажи№ 0й механизм снабжен дополнительиьал двуплечим рычагом, шарнирио связанным посредаством тяг с одним из плеч рычага-прихвата и с траиспсФтной штангой. Источники иифсчрФадЦии, принятые во внимание гфи 1. Авторское свидетельство СССР NI 529930, кл. В 23 а 41/02, 1975.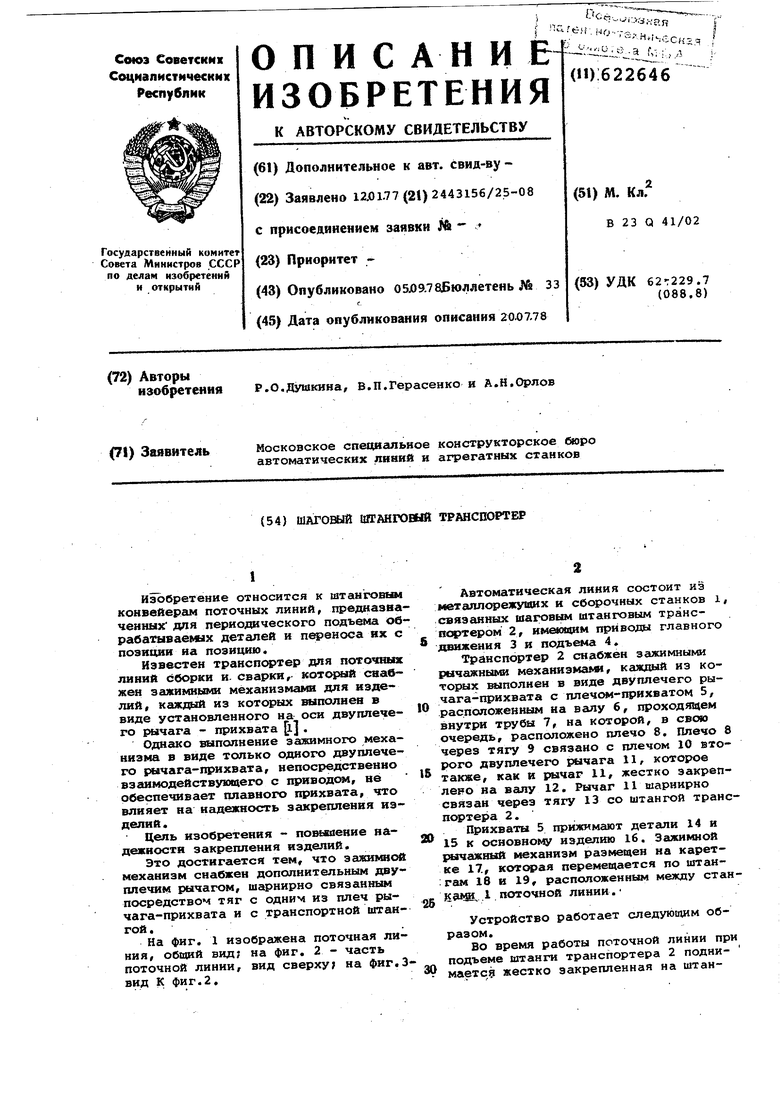
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия | 1986 |
|
SU1395461A1 |
| Многопозиционный сверлильный автомат | 1978 |
|
SU774819A1 |
| Автоматическая линия сборки | 1990 |
|
SU1798120A1 |
| ШАГОВЫЙ ТРАНСПОРТЕР АВТОМАТИЧЕСКОЙ ЛИНИИ | 1996 |
|
RU2104853C1 |
| Секция штангового конвейера | 1978 |
|
SU831679A1 |
| Транспортное устройство автоматических линий | 1982 |
|
SU1033405A1 |
| Автоматическая линия бесспутникового типа для обработки картеров ведущих мостов автомобилей | 1985 |
|
SU1318386A1 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Автоматическая линия спутникового типа | 1983 |
|
SU1133070A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
S 9 f
