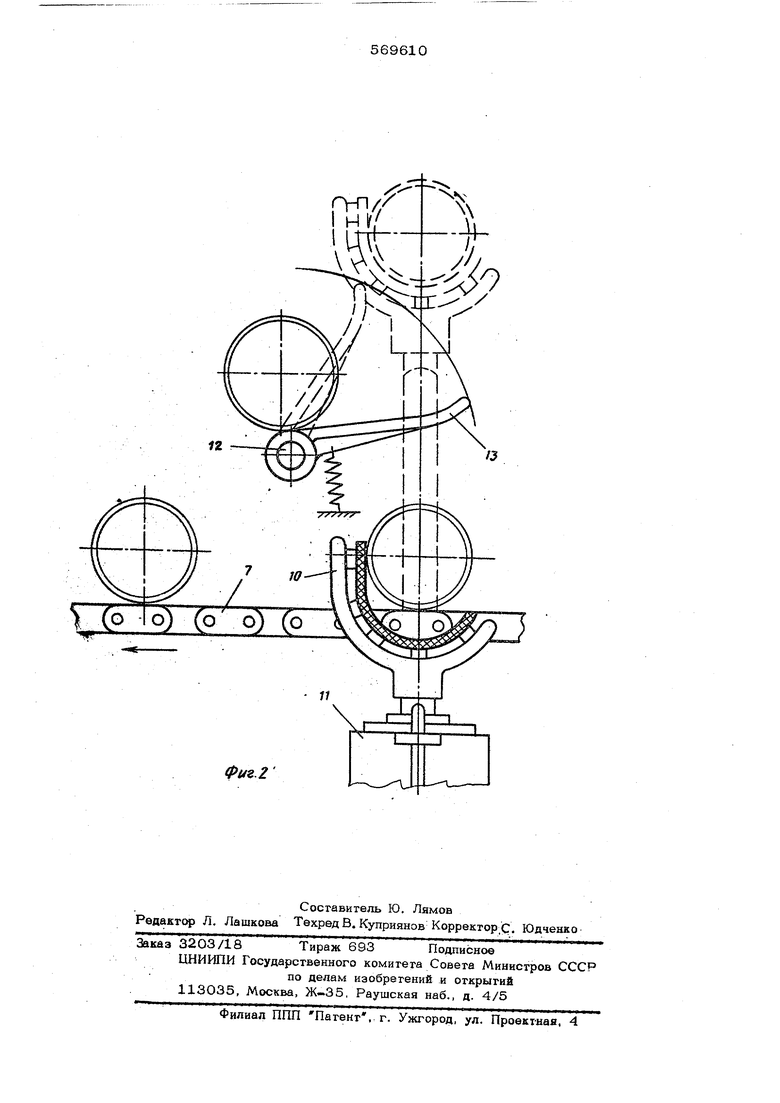
втом каждый захват снабжен пс шневым приводом 11 вертикального перемеиленвя. Захваты 10 установлены с обеих сторон рабочего транспортера 7 и их число равно числу контактных головок, а поверхность, контак гируюшаа с изделием, покрыта теплонзолационным материалом. Между контактными головками и захва- тами на осях 12 установлены подпружиненные сбрасыватели 13, Устройство работает следующим образом Изделия с механизма загрузки через огчсекатель поступают на рабочий транспортер, с которого оно с помощью захватов поднимается на уровень конзгвктных головое. В этом положении изделия конечные выключатели подают импульс на включение ц№ линдров и изделие по торцам заисамаегся контактными головками.: Од1гавремеино по дается элецтрическнй гок на контактные го ловки. Время нагрева контролирует реле вре мени; после нагрева реле времени, сблоки рованное с датчиком тока, дает сигнал на обесточивание ronoBOJs; н на привод 6, после чего контактные гоповки перемешаются в исходное положешав, а нагретое изделие зах ватами 10 опускается на линию сбрасывагб лей 13, которыми сбрасывается на гране поргер 7. , Поспедний передает изделие в бигумную ванну 9, из которой изделие, покрытое битумом, роторными: колесами механизма выг рузки 8 передаётся на отводящий транспорт гер. В момент нахощ(ения первого изделия под нагревом, последующие изделия фнксиру ютсз в посадочных местах захватов на уровне нагрева и зажаты контактными головками. Во время опускания первого нагретого изделия последующие захваты с изделиями остаются на уровне нагрева и только после сбрасывадиа первого изделия на транспортёр 7 через определенные промежутки времени осуществляется подача последующих изделий я сбрасывание на транспортер 7, что обеспечивается соответствующе блокировкой реле времени нагрева, приводов перемещения электроконтактных головок и захватов с работой механизма загрузки. Для предотвращения искрения при зажиме изделий и отводе контактных головок подача тока прекращается. Формула изобретения Устройство для ёлекгроконтактного нагревэ: изделий, преимущественно труб, содержашее механизм загрузки и выгрузки,конгак гные головки с приводом горизонтального перемещения и сбрасыватели, от л и ч а - ю щ е е с я тем, что, с целью обеспечения одновременного нагрева нескольких изделий, оно снабжено рабочим транспортером, установленным за механизмом загрузки, и захватами с приводом вергикального. перемеще. ния, при этом контактные головки размещ.е- ны над; рабочим транспоргбром и сгруппиро ваны впоследовательный ряд по его длнне, а сбрасыватели выполнены подпружиненными и шарнирно установлены над захватами.
rvn//
QoT (оЛо) (
Фи.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная установка для электроконтактного нагрева заготовок | 1989 |
|
SU1766973A1 |
| Способ непрерывного изготовления труб с защитной оболочкой | 1988 |
|
SU1599231A1 |
| Многопозиционная электроконтактная установка для нагрева изделий | 1987 |
|
SU1447880A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ СТЕРЖНЕВОЙ АРМАТУРЫ | 1967 |
|
SU203183A1 |
| Установка для электроконтактногоНАгРЕВА пРуТКОВ | 1979 |
|
SU846575A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |