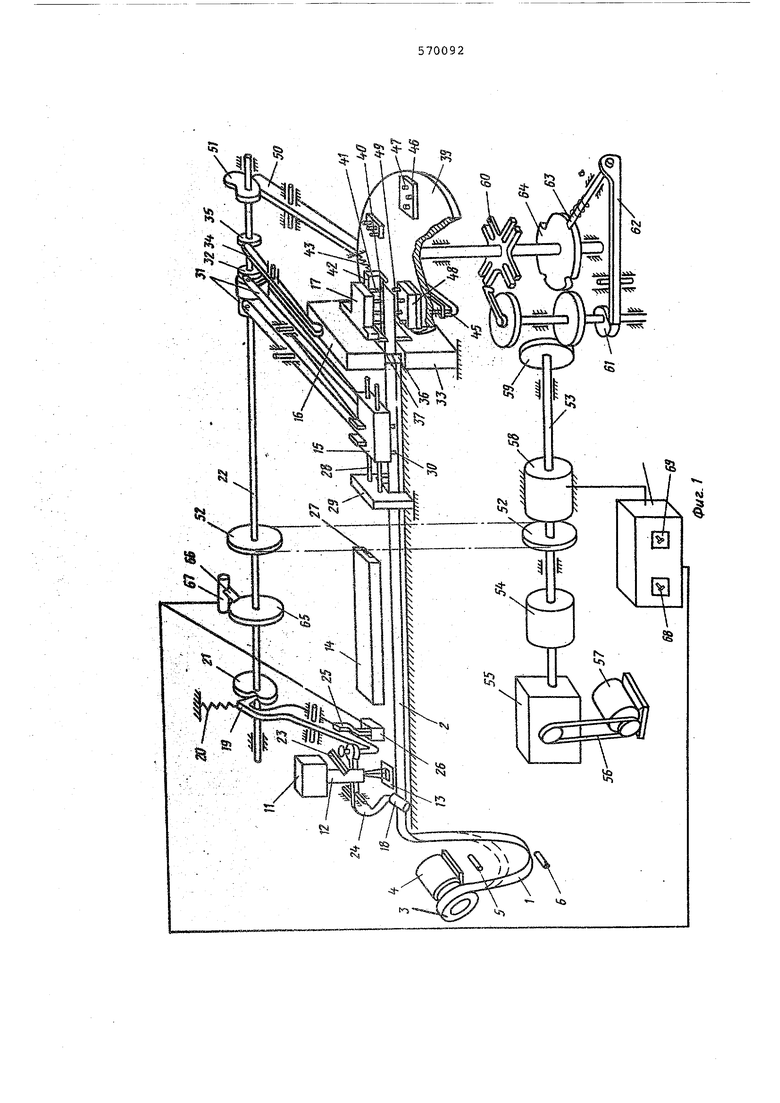
механизма подачи с верти..ально подвиж ными цилиндрическими штырями, установ ленными на расстоянии посадочных отверстий, и механизмом ориентации отрезаемых листов, состоящим иэ призматического фиксатора с подпружиненными откидными направляющими, цилиндрическими фиксирующими штырями и скрепляющими втулками, установленным над одной из сборочных позиций поворотного стола-конвейера, при этом каждая из сборочных позиций снабжена ориентирующими шпильками, вершины которых взаимодействуют со штырями и втулками. На фиг. 1 показана схема предлагае мого устройства на фиг. 2 - полоса ленты, на фиг. 3 -. пакет листов. Вертикальная 1 ленты 2 вьдходит из кассеты 3, вващаемой электро.двигателем 4, Датчики 5 и 6 следят за положением петли. Лента выполнена из участков 7 (см. фиг. 2), представляющих собой листы с посадочными отверстиями 8, пластинами 9 и технологическими перемычками 10. Над лентой располохсены камера VI, клеераспылитель 12, кадрирующая рама 13, подсушиватель 14, каретка 15, под вижный йож. 16 и фиксатор 17, участвую щий в ориейтаци} отрезаемых ножом листов. Лента в момент нанесения покрытия прижимается роликом 18 с участи ем рычага 19, пружины 20, кулачка 21, расположенного на валу 22, курка 23, включаиядего клеераспылитель, тяг 24 и 25, а также блока 26, работаиицего на электромагнитном принципе. В подс тшвателе имеется паэ 27, в котором поме щается лента. Каретка 15 расположена на стержнях 28, закрепленных в кронштеине 29, Шткри ЗОимеют возможность вертикально перемещаться, а расстояние между ними равно расстояниям между посадочными отверстиями листов. Каретка через рычаги 31 связана с кулачком 32. Вместе с подвижным ножом 1 в работе участвует неподвижный нож 33 Нож 16 через рычаг 34 связан с кулачком 35, а при помощи колонок 36 и пру жин 37 - с ножом 33. Пакет 38 (см. фиг. 3) формируется с помсяцью фиксатора 17 и поворотного стола-ко.нвейера 39, Фиксатор 17 содержит штыри 40, вставленные во втулки 41, и направляю щие 42 с пружинами 43 для отрезания листа по линии 44. В столе-конвейере 39 имеются вертикальные направляющие 45 с подпружиненными базовыми площадками 46 и выступами 47, на которых установлено приспособление 48 для скрепления листов, содержащее шпильки 49. Направляющая 45 через рычаг 50 связана с кулачком 51, а вал 22 через шестерни 52 - с валом 53, который, в свсяо очередь, через муфту 54, редукто 55, передачу 56 связан с электродвига телем 57, а через электромагнитную муфту 58, косозубую передачу 59, мальтийский механизм 60 - со столом-конвейером 39. При этом через кулачок 61, рычаг 62, фиксатор 63 связь осуществляется с диском 64 фиксации Атоложений столаконвейера 39. Диск 65 с помощью лепестков 66 связан с датчиком 67, счетчиками 68 и 69, электромагнитным блоком 26 и с электромагнитной муфтой 58.. В процессе движения ленты происходит сначала ее покрытие, а затем отрезание листов и компановка их в пакеты. Автоматизация покрытия позволяет на 10-12% поднять,производительность труда при сборке сердечников. Формула изобретения Устройство для сборки сердечников магд1итных головок, содержащее блоки управления, привод и последовательно размещенные механизм образования вертикальной петли магнитомягкой ленты, на которой через равные промежутки сформированы участки в виде листов, с посадочными отверстиями, сердечниками и технологическими перемычками, отрезной :Мех ани8м и узел укладки отрезанных .njictpBJB пакет на поворотном столе-конве ре, а также тяги, о т л и ч la ю вд ё а с я тем, что, с цельй; автоматизации процесса нанесения клеящего материала на магнитомягкую ленту и последующего скрепления отрезанных листов по посадочным отверстиям, оно снабжено узлом покрытия ленты клеящим материалом, состоящим из распылительной камеры с кадрирующей рамкой, фиксатора ленты, выполненного в виде прижимного ролика, и механизма управления процессом покрытия, состоящего из кулачка и опорного рычага, связанного посредством тяг с дополнительно введенными роликом и электромагнитным блоком, отключающим узел покрытия в момент нахождения под кадрирующей рамкой последнего листа пакета, подсушивателем; нанесеннсзго на ленту клеящего материала, выполненным в виде бруска с пазом, обращенным в сторону ленты, кареткой механизма подачи с вертикально подвижными цилиндрическими штырями, установленными на расстоянии посадочных отверстий, и механизмом ориентации отрезаемых листов, состоящим из призматического фиксатора с подпружиненными откидными направляющими, цилиндрически1уш фиксирующими штырями и с1срепляющими в тулками, установленным над одной из сборочных позиций поворотного стола-конвейера, при этом каждая из сборочных позиций снабжена ориентирующими шпильками, вершины которых взаимодействуют со штырями и втулками. Источники информации, принятые вй внимание при экспертизе; 1. Авторское свидетельство 355649, кл.а 11 в 5/42, 1970. 2, Патент США № 36JJ557, кл. 29-60., опубл. 1971. 3. Патент CUIA № 35)3523, кл, 2 9- О , опувп. 1970.
10


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического изготовления якорей микроэлектродвигателей | 1990 |
|
SU1791915A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Устройство для крепления проволочных выводов в изоляционных основаниях непроволочных сопротивлений | 1959 |
|
SU128927A1 |
| Устройство для упаковки в пленку материалов | 1973 |
|
SU495236A1 |
| Устройство для непрерывной намотки нити | 1983 |
|
SU1137046A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |

38
Фиг.З
