(54) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ
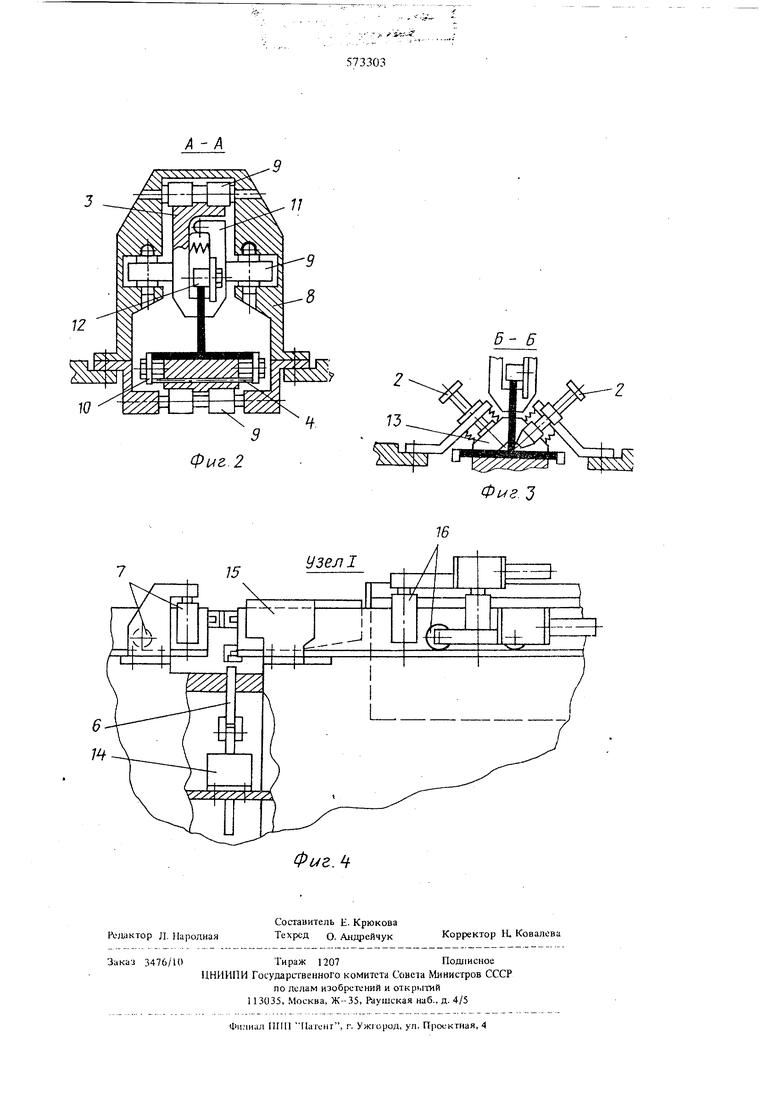
два ползуна 13 для стабилизации теплового режима сварки.
Регулируемый упор 6 управляется электромагнитом 14.
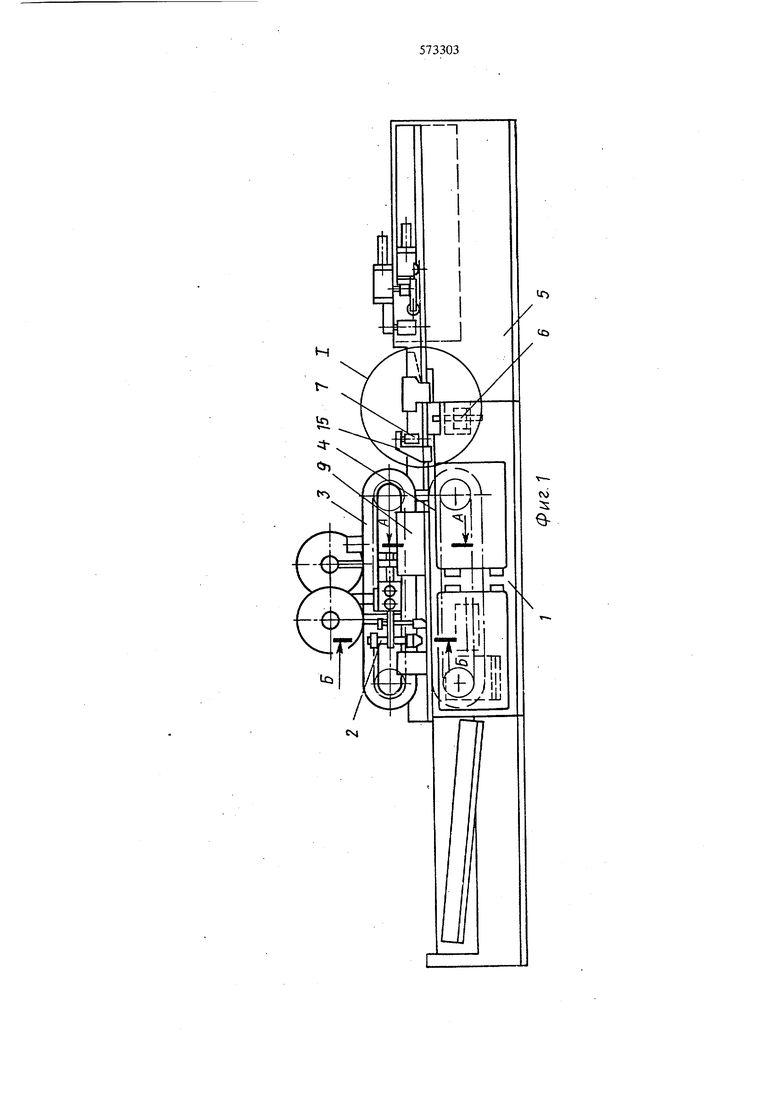
Питатель 5 имеет щелевую направляющую 15 и ролики 16, перемещающие полку и стенку таврового соединения в ориентатор.
Устройство работает следующим образом.
Упоры 10 и 12 устанавливают в размер таврового соединения. Из питателя 5 роликами 16 подаются полка и стенка таврового соединения через щелевую направляющую 15. Регулируемым упором 6 предотвращают смещение торцов стенки и полки относительнодруг друга.
После ориентирования торцов электромагнит 14 срабатывает, упор 6 убирается, включается перемещение роликов 16, подающих одновременно элементы таврового соединения в роликовый ориентатор 7.
Ролики ориентатора 7 обеспечивают совмещение свариваемых элементов и передачу их в приводные цепи 3 и 4.
Откидываемые при помощи пружины планки 12 образуют увеличенную щель для лучщего захода стенки тавра в цепь. Раздвижение щели осуществляется разносом боковых роликов 7 в начале фильеры, а в зоне сварки щель строго фиксированная. Проходя под сварочными головками 2, полка и стенка свариваются одновременно с двух сторон. Фильера 8 обеспечивает точную взаимную ориентацию свариваемых элементов, точное расположение относительно свариваемых головок 2, а также надежный контакт цепи со стенкой
таврового соединения для обеспечения теплоотвода от изделия.
Для обеспечения постановки двух ползунов 13 сварочные головки смещены одна относительно другой.
Готовое изделие после выхода из приводных цепей скользит по наклонному листу на приемный стол.
10
Формула изобретения
Устройство для сборки и сварки преимущественно тавровых соединений, содержащее основание
со сварочными головками и двумя бесконечными цепями для перемещения изделия, а также смонтированные перед цепями по ходу изделия питатель и роликовый ориентатор, отличающеся тем,что, с целью повышения качества сварки за счет
обеспечения постоянного теплоотвода от изделия в зоне сварки, одна из бесконечных цепей снабжена щарнирно закрепленными на ней откидными подпружиненными прижимами с регулируемыми упорами, при этом на основании смонтирована фильера
с роликами, взаимодействующими с поверхностью обоих цепей.
Источники информации, принятые во внимарше при экспертизе:
1 Авторское свидетельство СССР N 450679, кл. В 23 К 37/04, 18.12.72.
2. Авторское свидетельство СССР № 354966, кл. В 23 К 37/04, 14.01.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки тавровых соединений | 1980 |
|
SU872155A2 |
| Устройство для сварки плоских трубок | 1979 |
|
SU804319A1 |
| Агрегат для сборки и сварки тавровых балок | 1978 |
|
SU747666A2 |
| Устройство для сборки и дуговой сварки | 1978 |
|
SU740461A1 |
| СТАНОК ДЛЯ СБОРКИ И СВАРКИ ТАВРОВЫХ УЗЛОВ | 1972 |
|
SU343804A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| БИБЛИОТЕКА { | 1972 |
|
SU331867A1 |
| Устройство для автоматической электродуговой сварки таврового соединения с неограниченной высотой его стенки | 1977 |
|
SU677858A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |