1
Изобретение отнссится к обрабопсе металчое давлением и может быть использовано при производстве прсх{)илированных цилиндрических изделий типа ступенчатых вале®.
Известны устройства для поперечной прокатки профилированных изделий, содержащие два основания, размещенные в параллельных плоскостях и имеющие возможность поступательного рабочего перемещения, а также установленные на основании секции с закрепленными на них деформирующими элементами с наклоненными к основанию гранями, выполненными с углом подъема в направлении рабочего перемещения инструмента .i, 2 .
Однако это устройство имеет низкую производительность процесса из-за ограниченного очага деформации и большой длины инструмента.
Целью изобретения является увеличение производительности устройства.
Для этого на каждой секции закреплены по меньшей мере два деформирующих элемента, причем продольные оси деформируюших элементов расположены под углом
одна к другой, а секции установлецы с возможностью поступательного перемещения в направлении, перпендикупяриом рабочв11 у перемещению оснований.
Угол подъема граней деформируюшкх элементов можех; быть выполнен переменным, уменьшаюигимся в направлении рабо чего перемещения инструмента.
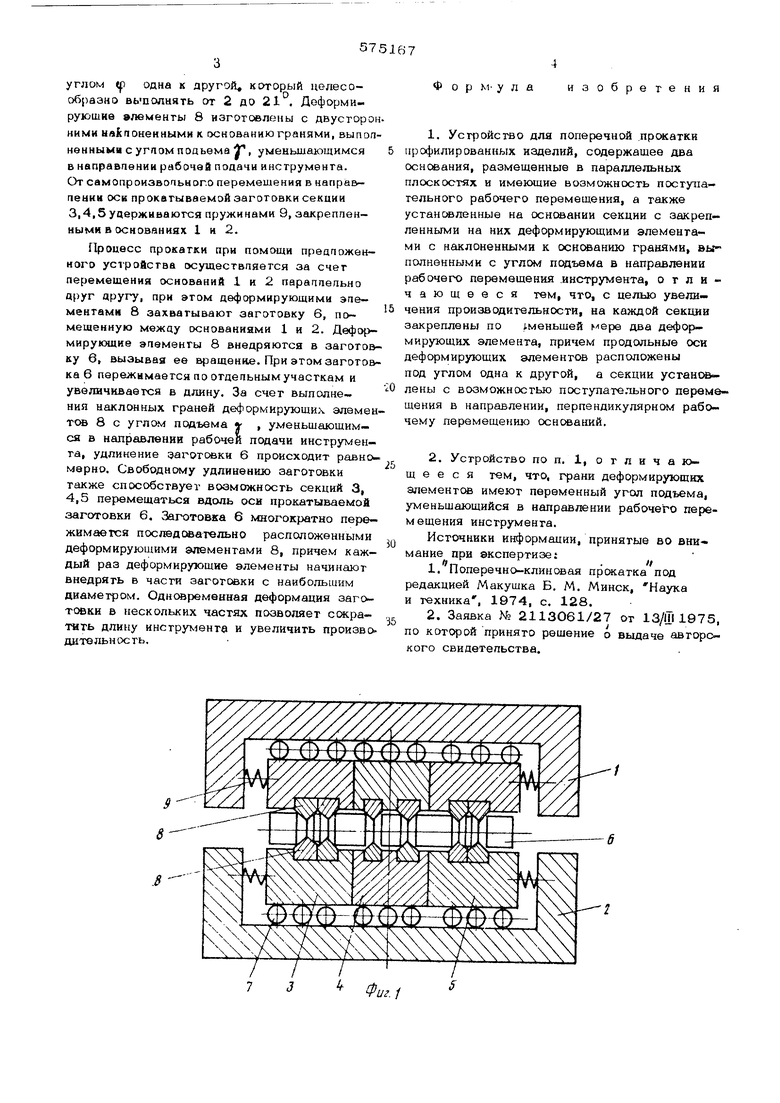
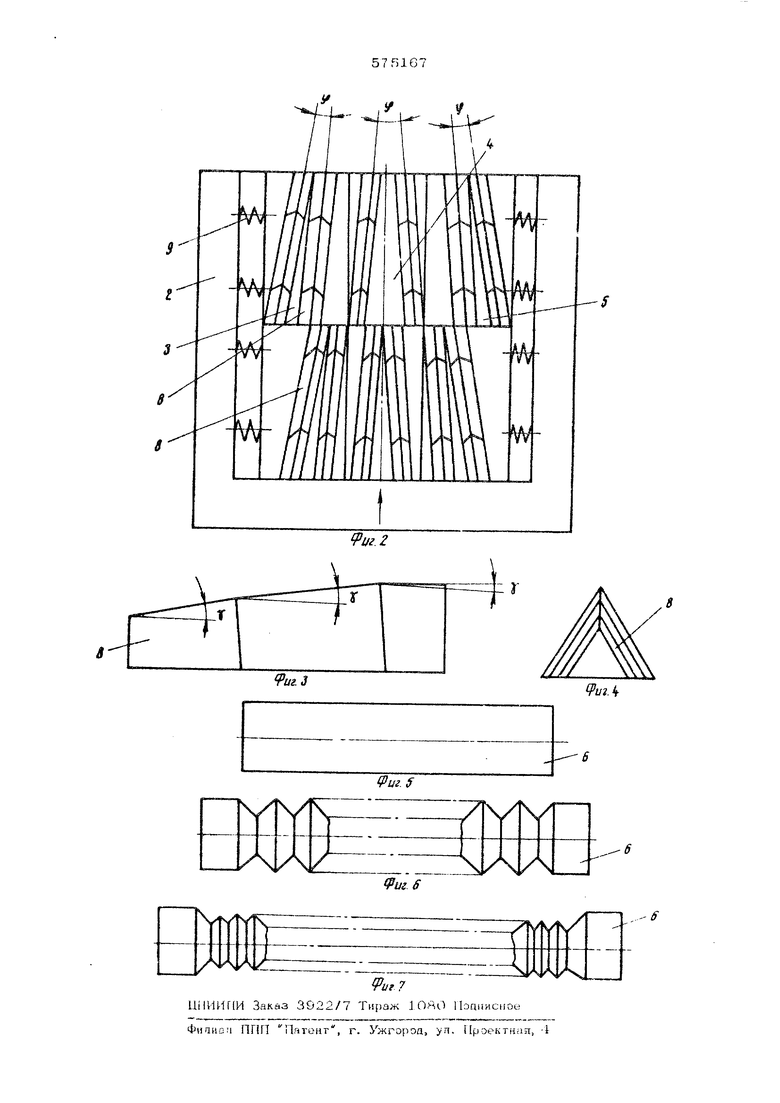
На фиг, 1 показано предложенное ycrii- ройство в разрезе; на фнг. 2 - вид сверху на нижнее основание; на фиг,3 изображен деформир)тощий элемент; на фиг. 4 дана вертикальная проекция деформирующего элемента; на фиг. 5,6,7 показана последовательность обработки заготовки.
Устройство для поперечной прокатки включает верхнее 1 и нижнее 2 основания, перемещаемые параллельно друг другу. На основаниях 1 и 2 установлены сегшии 3,4,5, выполненные с возможностью перемещения вдоль Оси прокатываемой заготовки 6 на подшипниках качения 7. На каждой секции закреплено не менее двух деформирующих элементов 8, причем продольные оси элементов 8 расположены под углом (р одна к другой который целесообразно выполнять от 2 до 21 . Деформнруюшив элементы 8 изготовлены с двусторон ними ыв| поненными к. юнованиюгранями, выпоанвнными с углом подъема , уменьшающимся в направпении рабочей подачи инструмента. От самопроизвопьног.о перемещения в направпенни оси прокатываемой заготовки секции 3,4,5 удерживаются пружинами 9, закреппениыми в основаниях 1 и 2. Процесс арокатки ари помощи предпожен- ного устройства осуществляется за счет перемещения оснований 1 и 2 параппепьно друг другу, при этом деформирующими эпементамн 8 захватывают заготовку 6, помешенную между основаниями 1 и 2. Деформирующие эпементы 8 внедряются в заготовку 6, вызывая ее вращение. При этом заготовка 6 пережимается по отдельным участкам и увеличивается в длину. За счет выполнения наклонных граней деформирующих элемен тов 8 с углем подъема , уменьшающимся в направлении рабочей подачи инструмента, удлинение заготовки 6 происходит равно- мерно. Свободному удлинению заготовки также способствует возможность секций 3, 4,5 перемещаться вдоль оси прокатываемой заготовки 6. Заготовка 6 многократно пережимаегся последовательно расположенными деформирующими элементами 8, причем каждый раз деформирующие элементы начинают внедрять в части заготовки с наибольшим диаметром. Однсжремвнная деформация заготовки в нескольких частях позволяет сократить длину HHCTpyNieHT9 и увеличить произво дительность. Форм-ула изобретения 1. Устройство для поперечной прсжатки профилированных изделий, содержащее два основания, размещенные в параллельных плоскостях и имеющие возможность поступательного рабочего перемещения, а также установленные на основании секции с закрепленными на них деформирующими элементами с наклоненными к основанию гранями, выполненными с углом подъема в направлении рабочего перемещения .инструмента, отличающееся тем, что, с целью увеличения производительности, на каждой секции закреплены по шеньщей 1epe два деформирующих элемента, причем продольные оси деформирующих элементов расположены под углом одна к другой, а секции установлены с возможностью поступательного перемещения в направлении, перпендикулярном рабочему перемещению оснований. 2. Устройство по п. 1, о т л и ч а е е с я тем, что, грани деформирующих элементов имеют переменный угол подъема, уменьщаюшийся в направлении рабочего перемещения инструмента. Источники информации, принятые во внимание при экспертизе; 1.Поперечно-клиновая прсжатка под редакцией Макушка Б. М, Минск, Наука и техника , 1974, с. 128. 2.Заявка № 2113061/27 от 13/1111975, по которой принято рещение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU867493A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1593766A1 |
| Способ поперечно-клиновой прокатки и инструмент для его осуществления | 1977 |
|
SU733821A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU935182A1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU570438A1 |
иг.г
