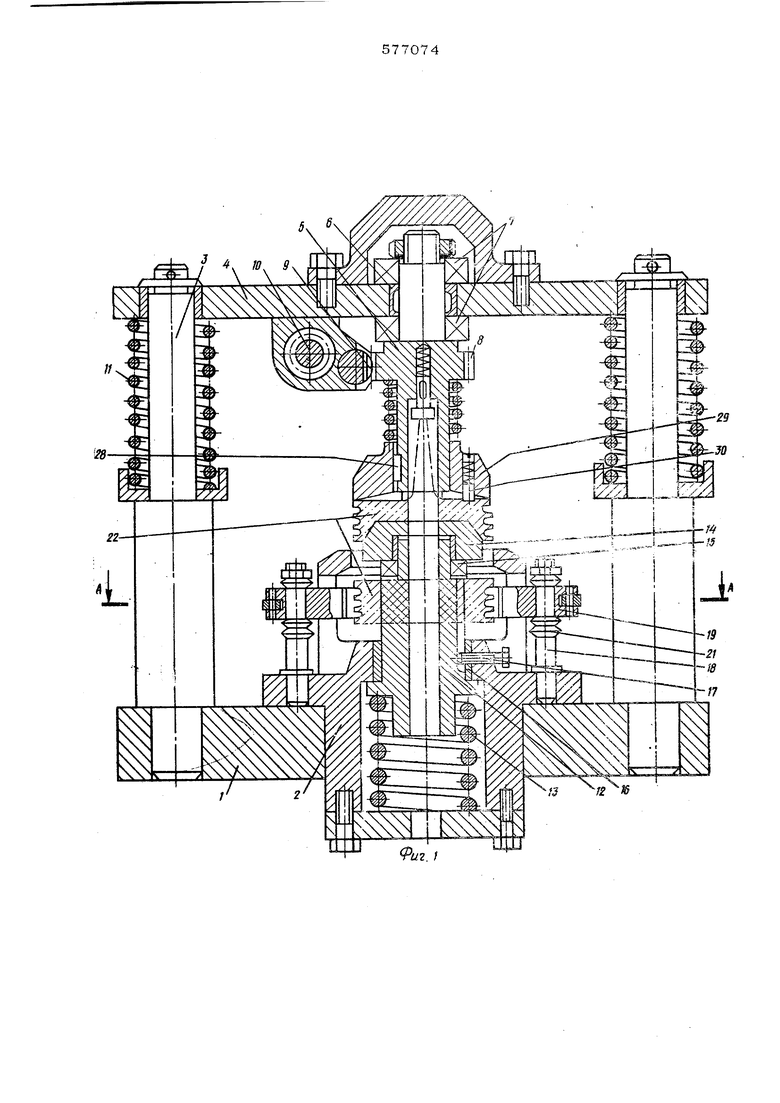
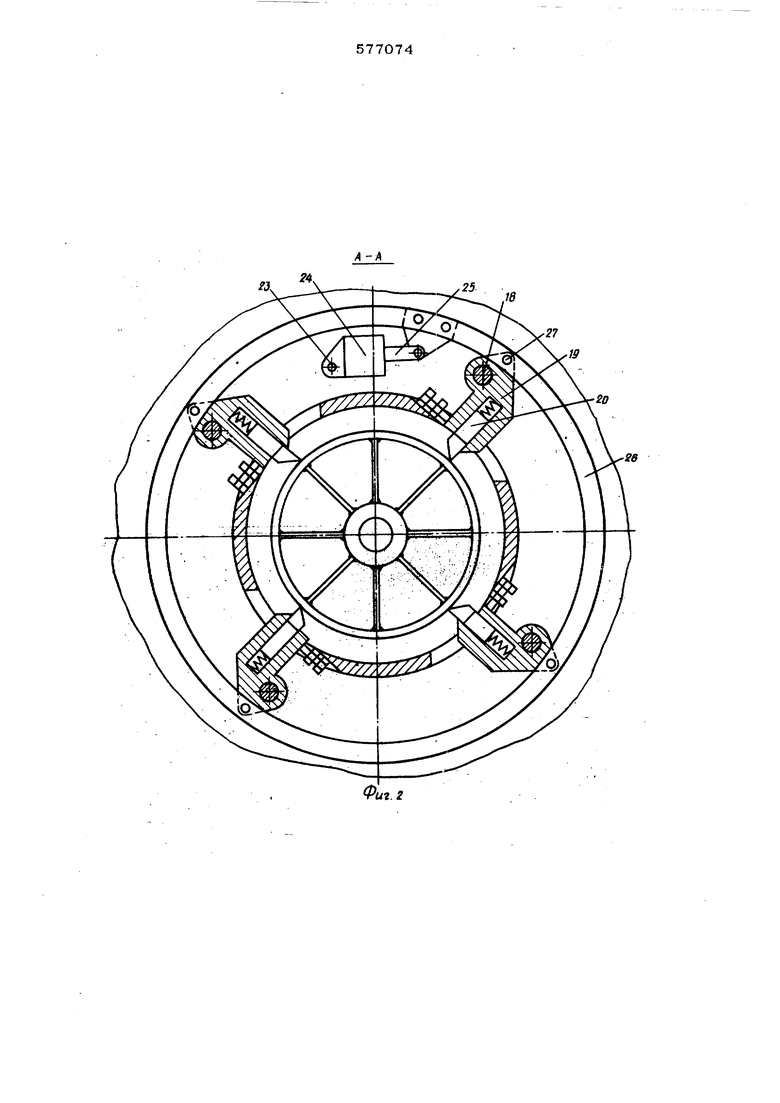
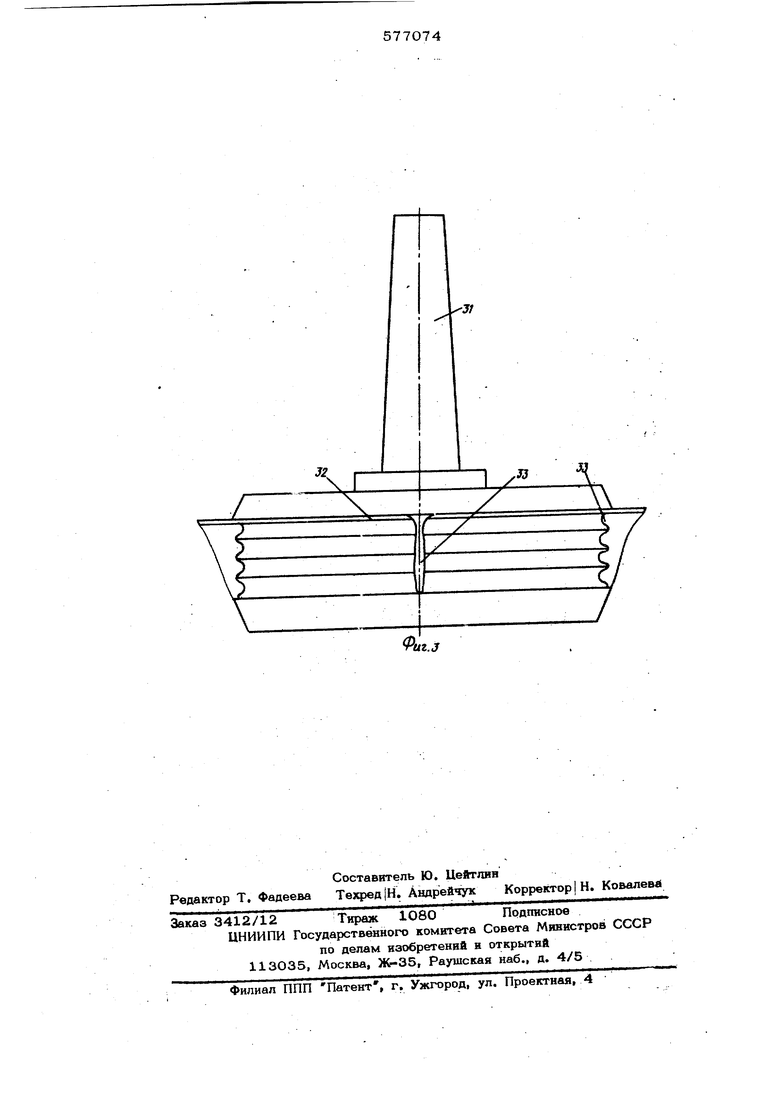
Механизм поворота пуансона :--..ч,-зт быть выполнен в виде зубчатого секто{:-ч расположенного соосно с пуансоном, жестко сав- 3S. него с ним и находящегося в зацеплении с зубчатой рейкой, в свою очередь жестко связанной с силовым цилиндром. На фиг, 1 показан предложенный штамп, общий вид; на фиг. 2 дан разрез А-А на фиг, 1; на фиг, 3 - обрабатываемая отливка Штамп содержит неподвижную нижнюю плиту 1, в которой закреплена оправка-матрица 2. С нижней плитой при помощи запрессованных в ней колонок 3 связана верхняя плита 4. В верхней плите смонтирован пуансон 5, связанный с ней через игольчатый 6 и опорные 7 подшипники, С пуансоном жестко связан зубчатый сектор 8, находяпцийся в зацеплении с зубчатой рейкой 9, в свою очередь жестко- связанной со што ком гидроцилиндра i 10, который также уста- новлен на верхней плите штампа. На направляющих колонках установлены пружины 11. В полости оправки матрицы расположен выталкиватель 12, снабженный пружиной 13 и поворотной головкой 14, установленной на опорном подшипнике 15, На боковой поверхности оправки-матрицы выполнены сквозные пазы. Выталкиватель направляет- СЕГ в о правке-матр1ще йа прессованной в ней втулкой 16, а его положение фиксируется болтом 17. На фланце опорьг-матриды закреплены оси 18, а на них установлены с возможностью поворота корпусы 119, несущие нснжи 20. Кронштейны снабжены тарельчатыми пружинами 21, установленными на осях 18, Ножи имеют фасонный рабочий профиль, соответствующий профилю образующей наруж ной поверхности изделия 22. На фланце опоры-матриды закреплена также ось 23, на которой установлен,гидро цилиндр 24, Шток 25 гидроцилиндра 24 шарнирно связан с кольцом 26, а в нем э11креш1ены оси 27, связывающие корпусы ножей с кольцом. В нижней части пуансона 4S на шпонке 28 установлена подвижная прижимная чаша 29 с подпружинейным к отливке фиксирующим пальцем ЗО. Штамп работает следующим образом. Отливку устанавливают на поворотной головке выталкивателя. Пуансон, переме- щаясь с верхней плитой, доходит |до отлквки, упираясь сначала прижш лной чашей в торец отливки, а затем в литник 31. Дале он проталкивает отливку через, отверстие матрицы и она срезает облой 32 по периферии отливки. Выталкиватель опускается до упора 3 дно оправки-матрицы, а при эт м выбивает литник 31 через отверстия и отливке, выталкивателе и дне м-е,трицы. Гидроцилиидр 24 гшворачивает кольцо и посредством него корпусы ножей вокруг осей 18. Ножи при повороте кольца и корпусов удаляют облой 33 с боковой поверхности ОТЛИВКИ. Затем Гидроцилиидр поворачивает пуансон и всю систему пуан сон-отливка-поворотная головка в исходное положение, а выталкиватель при этом удерживается от поворота болтом. 3,3 полный ход поршня гидроцилиндра 11 ножи находят облой 33 и удаляют его, а при обратном ходе порщня ножи зачищают облой. Затем гидроцилиндр 24 поворачивает корпусы ножей и выводит их из контакта с отливкой. После этого при помощи пружин верхняя плита поднимается в исходное положение. Формула изобретения 1, Штамп для обработки центрального отверстия и зачистки облоя по наружной поверхности отливки, содержащий полую опору-матрицу, пуансон для обработки отверстия и по меньшей мере один поворотный нож для зачистки наружной поверхности, о тличающийся тем, что, с целью обеспечения возможности обработки деталей с профилированной образующей наружной пс верхности типа отливки ступицы колеса л повышения производительности процесса, сн снабжен механизмом поворота пуансона вокруг его оси, подпружиненным выталкивателем, расположенным в полости опоры и ос- нашейным головкой, поворачиваемой «вокруг оси под действием пуансона, а также колъцом, расположенньтм с опорой-матрицей и в этой же части штампа, оснащенным приводом поворота кольца вокруг оси и несущим оси, шарнира связывающие кольцо с ноже:ми, установленными с возможностью поворота вокруг других осей, параллельных оси пуансона, жестко закрепленных в неподвижв:ой мсти штампа, ножи выполнены с рабочими профилем, соответствующим обра зуюи1ей наружной поверхности отливки, а в боковой поверхности опоры-матрицы выполнены пазы для прохода ножей, 2, Штамп по п. 1., отличающи с я тем, что механизм поворота пуансона выпслнен в виде зубчатого сектора, расположенного соосно с пуансоном, жестко cв занного с ним и находящегося в зацеплении с зубчатой рейкой, жестко связанной с силовь| м цилиндром. Источники информации, принятые во внимание при экспертизе: 1, Авторское свидетельство СССР N 218633, кл, В 21 J 5/10, 1966.
Д.
V/
Ib:
я
ZZ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1980 |
|
SU897392A1 |
| Многоместный штамп для обрезки отливок | 1981 |
|
SU997978A1 |
| Установка для литья под давлением роторов электродвигателей | 1982 |
|
SU1066736A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С ПРОТИВОДАВЛЕНИЕМ | 1973 |
|
SU398311A1 |
| Кокильная секция | 1981 |
|
SU1036443A1 |
| Штамп для поперечного выдавливания | 1986 |
|
SU1386349A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| Штамп для штамповки выдавливанием | 1981 |
|
SU1006026A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |