1
Изобретение относится к области машиностроения, в частности, к производству вырубных штампов.
Известен способ сборки многопуансонных штампов, заключающийся в том, что на опорную плиту устанавливают полый пуансонодержатель с пуансонами и рабочие концы пуансонов вводят в гнезда матрицы, а затем в полость, образованную опорной плитой, пуансонодержателем и пуансонами заливают полимерную композицию и охлаждают ее 1.
Однако известный способ не предотвращает деформации пуансонов от напряжений усадки, возникающих при отверждении в полимерной композиции. Эти напряжения столь велики, что создают опасность получения «веера пуансонов, если расстояние между крайними пуансонами многопуансонного вырубного штампа превышает 100 мм после их извлечения из гнезд матрицы.
Цель изобретения - предотвращение деформации пуансонов в процессе сборки.
Для этого по предлагаемому способу перед установкой цуансонодержателя с пуансонами на опорную плиту контактирующие поверхности опорной плнты и пуансонов подготавливают к склеиванию, на пуансонодержатель Зстанавливают теплоизоляционную прокладку и затем склеивают, а охлажденне полимерной композиции производят путем охлаждения рабочих концов пуансонов до температуры на 10-20°С ниже температуры полимерной композиции в момент заливки и поддерживают такую разницу температур до полного отверждения полимерной композиции.
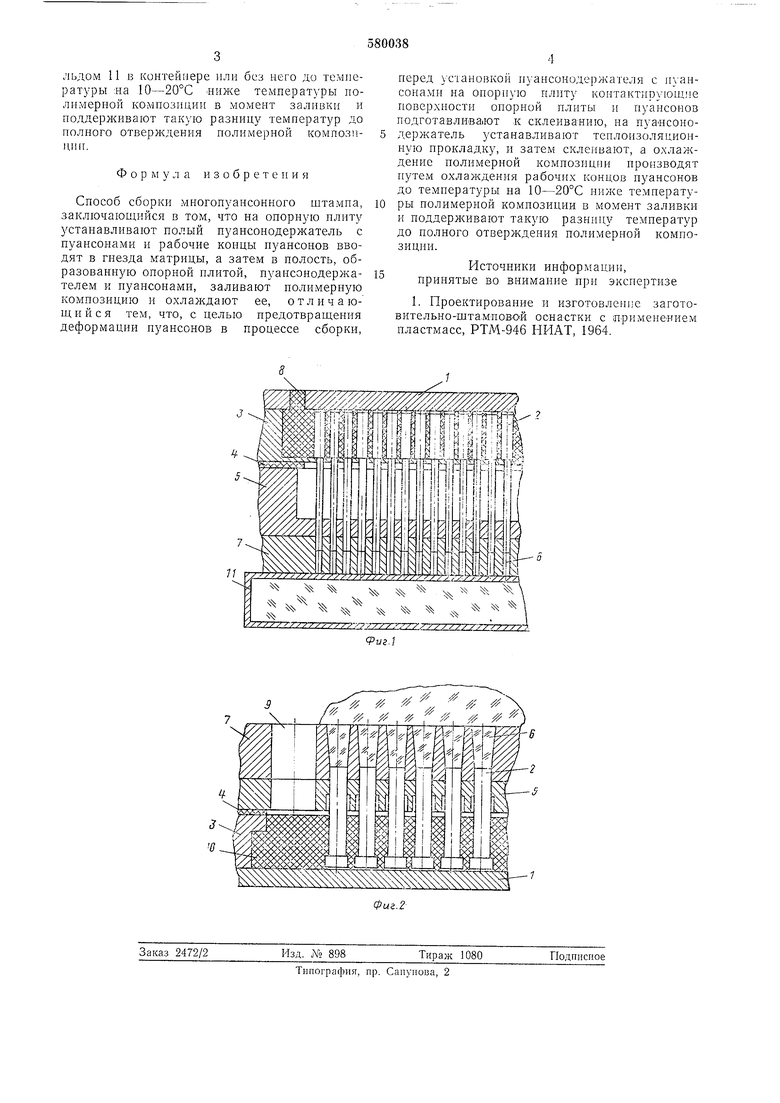
На фиг. 1 представлен пример осуществления предлагаемого способа, при котором заливку полимерной композиции осуществляют через отверстие опорной плиты; на фиг. 2 - пример, при котором заливку производят через отверстия в матрице и съемнике.
Сборку по предлагаемому способу осуществляют следующим образом.
Поверхность опорной плиты 1 в местах контакта с опорными торцами пуансонов 2 и опорные торцы пуансоиов подготавливают к склеиванию, устанавливают полый пуансонодержатель 3 с пуансонами на основную плиту, на пуансонодержатель устанавливают теплоизоляционную прокладку 4, рабочие концы пуансонов вводят через съемник 5 в гнезда 6 матрицы 7 и получают клеевое соединенне опорных торцов пуансонов с опорной плитой, через отверстие 8 (соответственно 9) заливают полимерную композицию 10, причем для полного заполнения заливочной полости подогревают до 40-50°С и композицию, и штамп. По окончании заливки проводят охлаждение нолимерной композиции путем охлаждения рабочих концов пуансонов сухим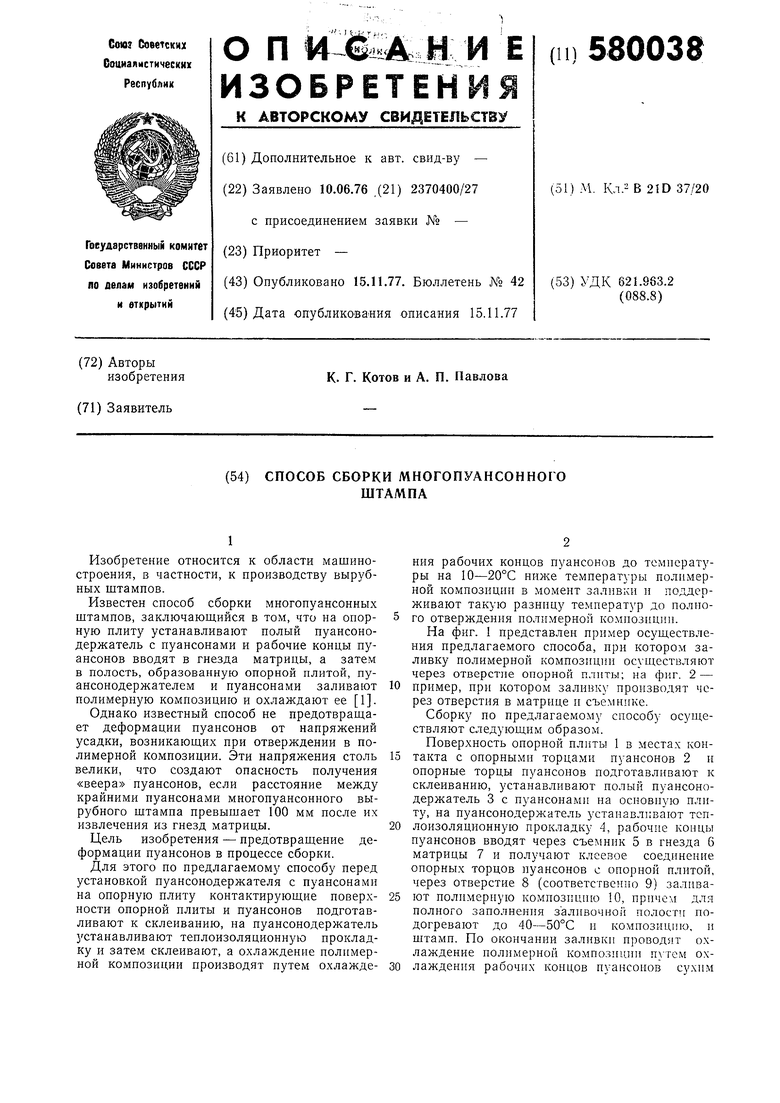
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и сборки вырубных штампов | 1982 |
|
SU1060277A1 |
| Способ получения деталей вырубного штампа | 1983 |
|
SU1139542A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Переналаживаемый многопуансонный штамп | 1987 |
|
SU1419786A2 |
| Способ получения деталей вырубного штампа | 1979 |
|
SU942850A1 |
| Устройство для изготовления из ленты изделия типа хольнитенов | 1973 |
|
SU492333A1 |
| Способ изготовления и сборки вырубных и пробивных штампов | 1977 |
|
SU707656A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| ВЫРУБНОЙ ШТАМП | 1967 |
|
SU216601A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
