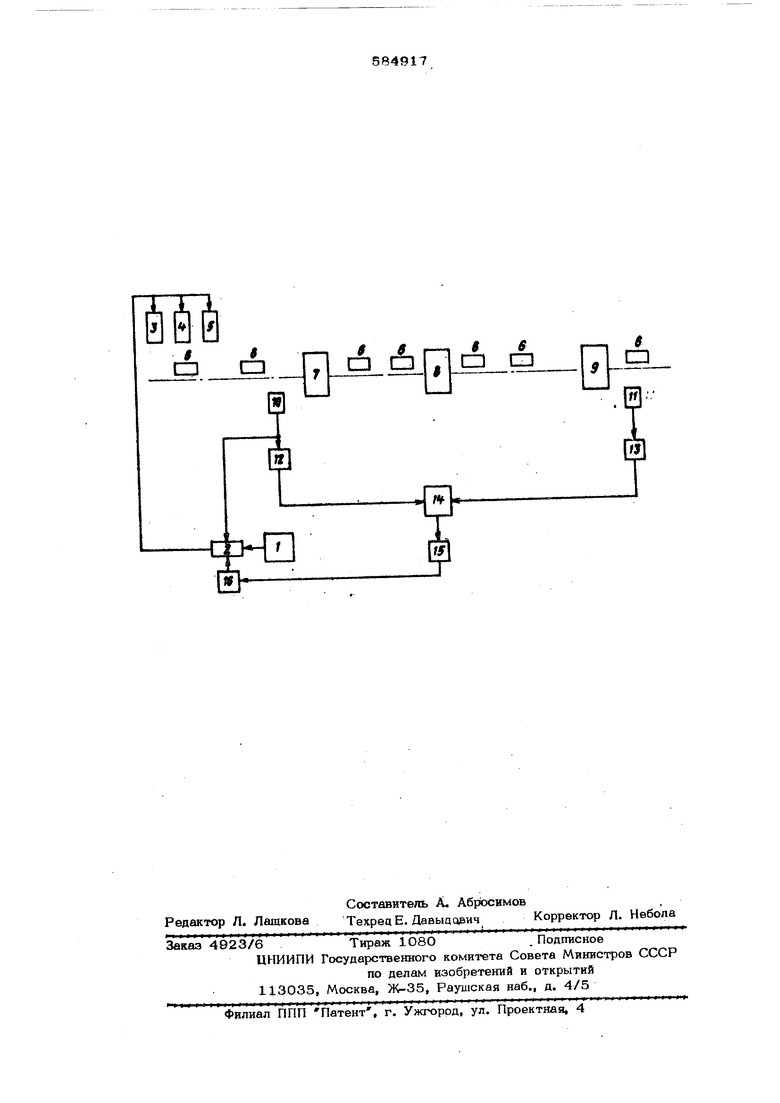
Изобретение относится к области металлургии, в частности к прокатному производству, и может использоваться при создании систем управления темпом выдачи заготовок ИЗ нагревательных ; печей прокатных и трубопрокатных станов. Известен способ управления темпом выдачи заготовок из нагревательных печей, включающий задание интервалов времени между последовательными выдачами заготовок и формирование коррекции заданных интервалов в зависимости от удаленности нагр вательной печи от стана l. Недостатком этого способа является отсутствие возможности корректировки заданны интервалов при возникновении случайных воз мущений, приводящих к изменению производительности агрегата, что, в свою очередь, приводит к повышенным теплопотерям, простою стана, ухудшению качества проката. Цель изобретения - снижение потерь тепла, повышение качества готового проката и производительности агрегата. Это достигается тем, что измеряют сред нестатистические частоты прохождения заготовок через сечение, расположенное между печами и станом, и через сечение, расположенное в конде потока, определяют разность этих среднестатистических частот и при положительном знаке /разности увеличивают интервалы времени между выдачами заготовок, а при отрицательном знаке разности и при нулевом ее значении интервалы времени уменьшают. Способ осуществляют следующим образом, Задают нормативную величину интервала между двумя .последовательными прохождениями заготовок через контрольное сечение, расположенное между станом и ближайшей к нему печью, величину коррекции нормативного интервала определяют сравнениб л двух сигналов, один из которых формируют по средней статистической частоте прохождения заготовок через данное контрольное сечение, а другой - по средней статистической частоте прохождения раската через узкое место агрегата или сечение в конце потока, в случае равенства обоих частот, либо превышения среднестатистической частоты прохождения раската через узкое место над среднестатистической частотой прохождения заготовок через контрольное сечение, интервал между выдачами заготов из печи сокращают, в случае превышения среднестатистической частоты прохождения заготовок через контрольное сече1ше над среднестатистической чеютотой прохождения раската через узкор место , интервал между выдачами увеличивают. Сформирован ный таким образом сигнал выдачи очередно заготовки из печи подается на наиболее удаленную от стана печь, на последующие близлежащие печи сигнал передается с И№тервалом времени, равным времени транспо тировки заготовки/- от одной печи к другой, г.е. так, как это предусматривается прототипом. Действительно, если среднестатистические частоты прохождения металла в оббих сечениях равны, это означает равенство темпа подачи заготовок к стану и их прокаткНоОднако это может иметь место и при пониженной производительности агрегата. Для придания тенденции повышения темпа работы динамического комплекса печи-трубопрокатный стаи в случае равенства часто интервал между выдачами заготовок из печей уменьшают, стимулируя тем самым повышение производительности до пропускной способности узкс/го места , В случае неравенства частот темп выдачи заготовок ли бо уменьшают, либо увеличивают, как это описано выше. Так осуществляется непрерыв ный поиск оптимального темпа работы I комп лекса .печи-стан. Не чертеже схематически изображена сис тема для реализации 11редлагаемого способа Она имеет задатчик 1 нормативных интервалов между прохождением заготовок через контрольное сечение, блок 2 выработки сигналов на выдачу заготовок из печей, нагревательные печи 3, 4, 5, прокатываемы заготовки 6s клетки 17, 8, 9 прокатного ста на, датчик 10, фиксируюший грохождение за готовок через первое контрольное сечение, датчик 11 для второго сечения, преобразователи 12, 13 сигналов датчиков в среднестатистическую частоту (частотомеры), блок 14 сравнения частот, блок 15 определения знака и величины коррекции нормативных интервалов и усилитель сигналов 16 Стрелкой показано направление движения потока прокатываемых заготовок. Закон управления темпом выдачи заготовок имеет вид )д1г ,если ,-),, У о I. -Atu , если 1 о где 1 - интервал времени между выдачами заготовок; Т - заданный интервал времени между выдачами заго овок|с учетом удаленноотв печей от стана; ЛТ1 - величина коррекции заданного интервала времени между выдачами заготовок; At-g - интервал времени, определяемый сортаментом прокатываемых труб; д.. - интервал времени интенсифика, соо1«етстзенно среднестатические частоты прохождения металла через первое и второе сечение стана. Применение предлагаемого способа позволит уменьшить количество случаев пролеживания и остывания металла заготовок, повысить производительность ; агрегата за счет уменьшения простоев., Ф о р мула изобретен;1а Способ управления темпом выдачи зшч товок из нагревательных печей, включаюшвй задание интервалов времени между последовательными выдачами заготов ж и формир ваиие коррекции задашшх инт валов в зависимости от удаленности нагревательной печи от стана, отличаюшшйс я тем, что, с целью снижения потерь тепла, повышения качества готового проката ,и производительности агрегата, измеряют среднестатистические частоты прохождения заготовок через сечение, расположенное между печами и станом, и через сечение, расположенное в конце потока, определяют разность этих среднестатистических частот и 1ФИ положительном знаке разности увеличивают интервалы времени между выдачами заготовок, а при отрицательном знаке разности и при нулевом ее значении интервалы времени уменьшают. Источники информации, принятые во вник ание при экспертизе: 1. Авторское свидетельство СССР № 346356, кл, С 21 D 9/70. 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Система управления темпом выдачи заготовок из печей | 1976 |
|
SU609564A1 |
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| Устройство управления темпом работы трубопрокатного стана | 1974 |
|
SU500838A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Система управления темпом выдачи металла из нагревательных печей | 1975 |
|
SU545402A1 |