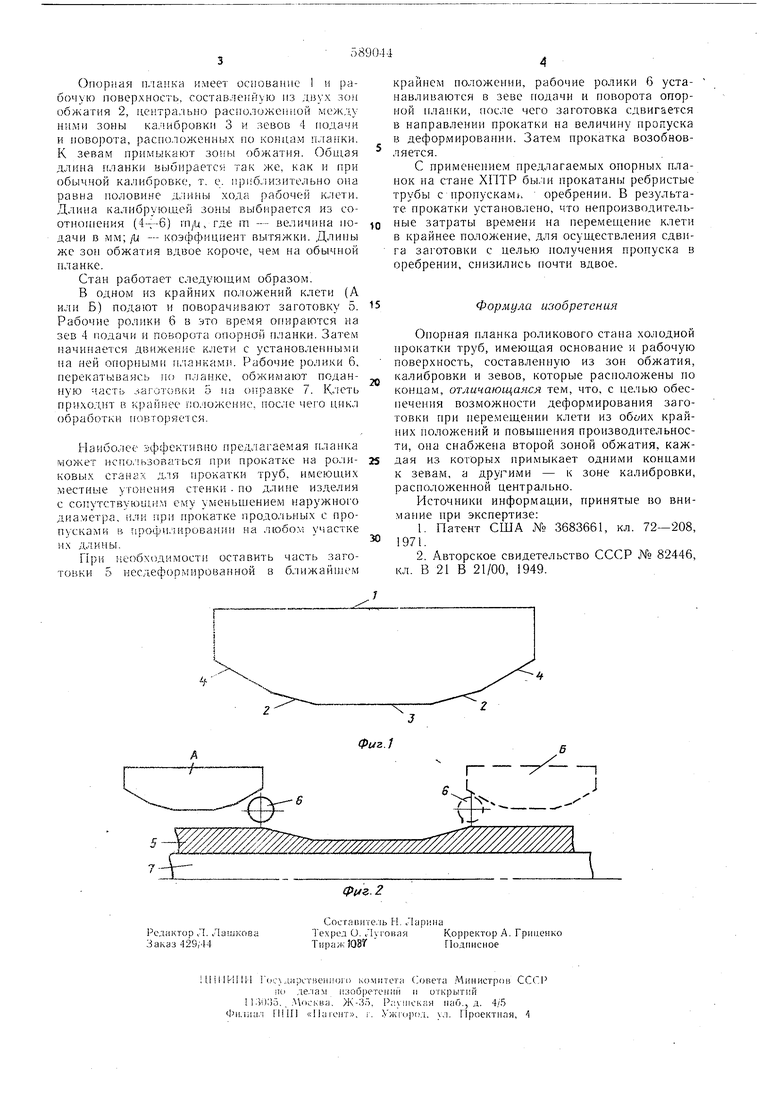
Изобретение относится к прокатному инструменту, в частности к конструкции опорной планки роликового стана холодной прокатки труб. Известна опорная нланка роликового стана холодной нрокатки, имеющая основание и рабочую новерхность, составленную нз зоны обжатия, наклонной калибрующей зоны м дева. расположенного на конце со стороны зоны обжатия 1. Однако эта нланка имеет один зев для подачи и поворота, что в значительной мере снижает производительность стана при нрокатке труб с .местными утонениями стенки и соответствующим уменьшением диаметра или при прокатке профильных труб с пропусками в профилировании, так как деформирование заготовки может начинаться только из одного крайнего положения клети. Из-за этого клеть для осуществления пропуска в деформировании заготовки приходится перемещать только в одно из двух крайних ее положений, что влечет за собой непроизводительные затраты времени для ее переменгения в это положение. Наиболее близким конструктивным рещением к предлагаемой опорной планке относится планка, содержащая основание и рабочую новерхность, составленную из зон обжатия, калиоровки и зевов, которые расположены по обеим концам планки 2. Иедостаток этой иланки состоит в невозможности осуществления деформирования заготовки из любого крайнего положения клети, ввиду того, что ири наличии одной обжимной зоны, раз.мен енной между зевом подачи и,ли поворота и зоной калибровки для деформации заготовки клеть нриходится перемещать в крайнее положение, соответствующее началу зоны обжатИя, что увеличивает ненроизводительные затраты времени на перемещение клети и снижает производительность. Цель изобретения - обеспечение возможности деформирования заготовки при неремещении клети из обоих крайних но.южений и повыщение производительности. Для этого предлагаемая нлаика, имеющая основание и рабочую поверхность, составленную из зон обжатия, калибровки и зевов, которые размещ.ень по концам, снабжена второй зоной обжатия, каждая из которых примыкает одними концами к зева.м, а другими - к зоне калибровки, расположенной центрально. На фиг. 1 изображена оиорная нланка, общий вид; на фиг. 2 - схема прокатки с нснользованием предлагаемой планки.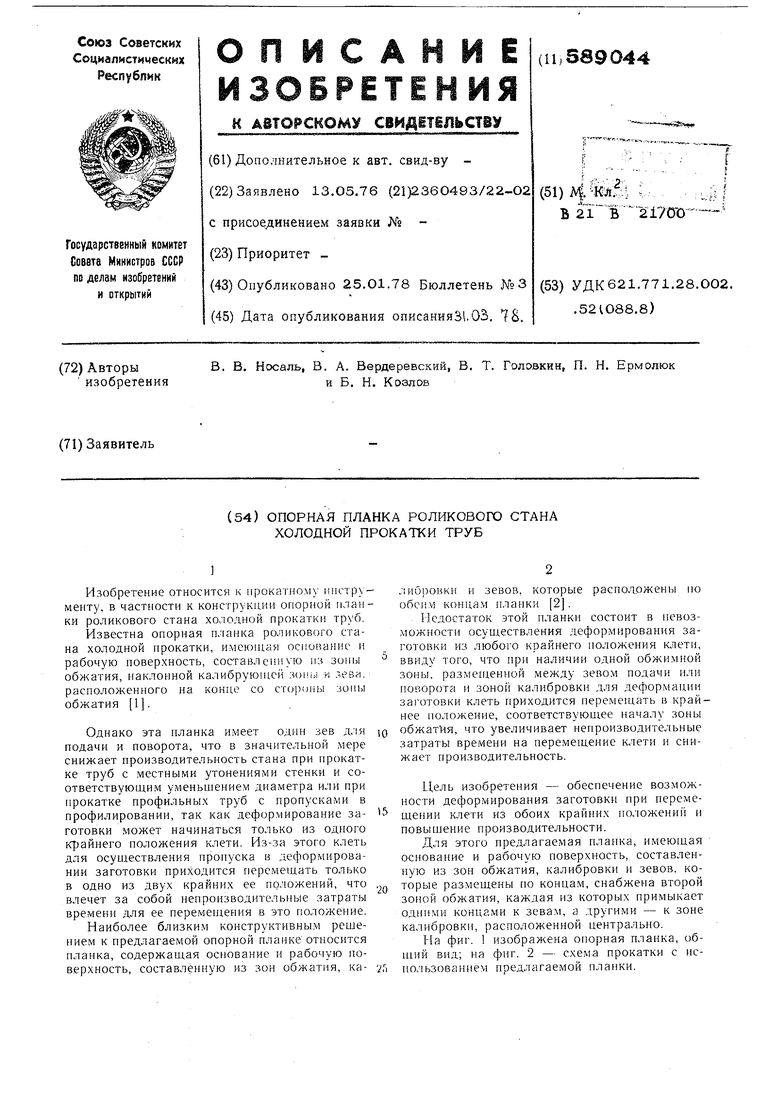
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| Опорная планка роликового стана периодической прокатки труб | 1977 |
|
SU680774A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1975 |
|
SU598665A1 |
| ОПОРНАЯ ПЛАНКА РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2014918C1 |
| Способ холодной прокатки труб и устройство для его осуществления | 1985 |
|
SU1243853A1 |
| Опорная планка клети роликового стана холодной прокатки труб | 1982 |
|
SU1082502A1 |
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
