1
Изобретение относится к области холодной обработки металлов давлением и может быть использовано, в частности, в полупроводниковом производстве.
Известен штамп-автомат с вырубной матрицей, расположенной на плите, содержащий этажерную кассету для заготовок и этажерную кассету для вырубленных деталей, а также силовой цилиндр, на штоке которого закреплен толкатель для подачи заготовок из кассеты на зеркало матрицы 1.
Недостатком известного штампа-автомата является невысокая производительность.
Целью изобретения является повышение производительности процесса штамповки.
Это достигается тем, что штамп-автомат снабжен закрепленным на штоке цилиндра дополнительным толкателем для удаления вырубленных деталей с верхней плоскости плиты в этажерную кассету и подъемной платформой с приводом подъема, на которой установлены этажерные кассеты, причем этажерная кассета для заготовок расположена выше этажерной кассеты для вырубленных деталей на величину, равную расстоянию между зеркалом матрицы и верхней плоскостью плиты.
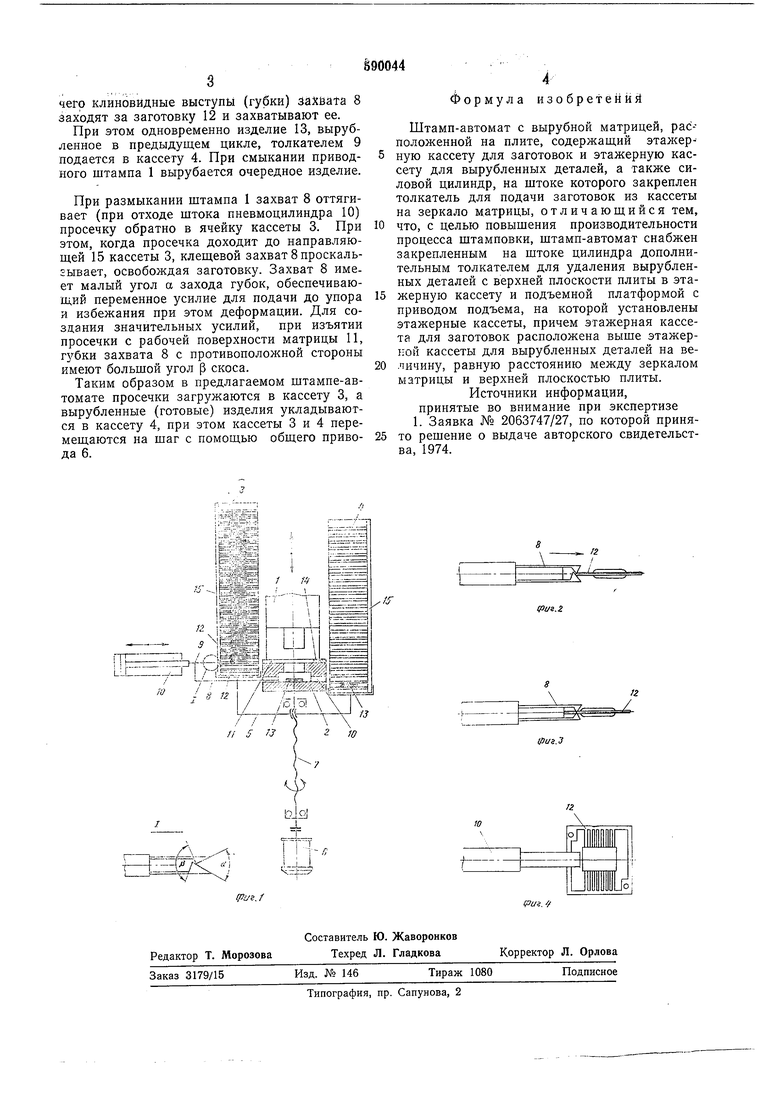
На фиг. 1 изображен штамп-автомат, общий вид; на фиг. 2 и 3 - толкатель в момент захвата заготовки и после него; на фиг. 4 - то же, вид сверху.
Штамп-автомат содержит блок 1 с нижней плитой 2, этажерные кассеты 3 и 4, установленные на подъемной платформе 5 с приводом 6 подъема, связанным с платформой через винт 7, толкатели 8 и 9, закрепленные на штоке пневмоцилиндра 10.
Толкатель 8 выполнен в виде пружинного
клещевого захвата, имеющего клиновидные
губки, а толкатель 9 выполнен в виде планки.
Толкатель 8 подает на зеркало матрицы 11 заготовки 12, а толкатель 9 удаляет заготовки
12 и ранее вырубленные детали 13 с верхней плоскости плиты. На зеркале матрицы установлена упорная стенка 14, а в кассетах - направляющие 15. Штамп-автомат работает следующим образом.
Многоячеечные кассеты 3 и 4 устанавливают с помощью привода 6 таким образом, чтобы поверхность нижней полки кассеты 3 совпадала с зеркалом матрицы II несзщего блока 1, а поверхность нижней полки кассеты 4 совпадала с верхней плоскостью нижней плиты 2. При включении пневмоцилиндра 10 заготовка 12 подается в зону вырубки клещевым захватом 8 путем толкания до упорной стенки 14 рабочей поверхности матрицы II, после
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки интегральных схем и укладки их в спутники | 1985 |
|
SU1294423A1 |
| Устройство для вырубки и сборкидЕТАлЕй | 1979 |
|
SU837485A1 |
| Устройство для вырубки интегральных схем и укладки их в спутники | 1983 |
|
SU1140857A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Магазинное устройство | 1981 |
|
SU1003972A1 |
| Штамп последовательного действия | 1986 |
|
SU1318329A2 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
